Как правильно провести заточку сверла по металлу
Содержание:
- При помощи электрического станка
- Выбор конусного сверла
- 2
- Что такое сверло и как его заточить
- Необходимые инструменты
- Заточка конусных и ступенчатых сверл
- Правила выбора
- Основные виды бетонных сверл
- Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
- Преимущества использования специальных приспособлений
- Требования к инструментам
- Виды
При помощи электрического станка
Для начала стоит уточнить, что данный процесс будет довольно сложен для тех, кто ни разу до этого не занимался заточкой. Если вы относитесь к числу таких людей, то попробуйте потренироваться и заточить уже изношенный инструмент, давно не используемый вами. Только после небольшой тренировки появится представление о том, как обстоят дела с процессом. Можно будет приступать непосредственно к делу.
Работа является кропотливой — одно лишнее движение может испортить инструмент, чего вам, конечно же, не нужно
Поэтому очень важно следовать ниже прописанной инструкции, она поможет наиболее правильно проделать процедуру
Во время выполнения нужно руководствоваться несколькими правилами, которые обеспечат вам хороший исход:
- поставьте рядом емкость с холодной водой — она пригодится вам для охлаждения перегретого сверла,
- 45 градусов — именно такой угол является наиболее правильным. Поэтому старайтесь держать элемент в таком положении,
- сверло устанавливается на край диска станка — это наиболее правильный вариант,
- если хотите, чтобы заточка была произведена наиболее точно, то поместите элемент в шайбу — так у вас появится уверенность, что работа пройдет нормально,
- задние кромки сверла необходимо подвернуть на несколько миллиметров и после этого следить за их ровностью,
- перемычка инструмента должна быть тонкой, это обеспечит вам наибольшее удобство работы,
- после того как процесс почти завершен, немного сбавьте обороты станка и продолжите заточку,
- после окончания охладите готовый предмет с помощью воды, убедитесь, что он правильно работает. Если это не так, то продолжите процесс до оптимального состояния инструмента.
Выбор конусного сверла
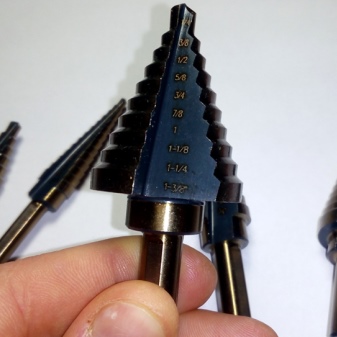
Умение читать маркировку — ключевой навык для всех мастеров и конические свёрла здесь не являются исключением. Маркировка указывает на диаметры отверстий, которые способна сделать насадка, шаг ступеней и длину изделия. Также она даёт информацию о металле, из которого сделано приспособление. Например, маркировку Ø4−12/2 HRC 61±2 следует расшифровывать следующим образом:
- Ø4 — начальный диаметр;
- Ø12 — конечный диаметр;
- 2 — шаг диаметров ступенчатого сверла (при заданных параметрах возможно выполнение отверстий Ø4, Ø6, Ø8, Ø10, Ø12);
- HRC — марка стали (в примере это высококачественная быстрорежущая сталь);
- 61±2 — твёрдость по Роквеллу.
Обращают внимание на длину отдельных ступеней и/или полную длину рабочей поверхности. Немаловажную роль играет тип хвостовика — от него зависит совместимость резца со сверлильным оборудованием
Хвостовики бывают цилиндрическими, коническими либо шестигранными.
Конусные свёрла изготавливаются из более сорока различных марок стали. Рядовому потребителю необязательно разбираться во всех различиях между ними, прощезапомнить аббревиатуру HSS. Её присутствие означает, что сверло разрешается применять в высокоскоростной обработке, а при интенсивном нагреве оно не будет деформироваться или терять прочностных характеристик.
Определившись с геометрическими параметрами и материалом насадки, смотрят на её цвет. И дело здесь не в эстетике, поскольку по цвету определяют, какую дополнительную обработку изделие прошло на заводе:
- Поверхность ярко-золотистого цвета говорит о присутствии абразивного напыления, как правило, это нитрид титана (TiN, AlTiN). Напыление значительно продлевает срок службы сверла (на 25 и 50 процентов соответственно), но за повышенную износостойкость придётся заплатить.
- Золотистый цвет означает, что металл избавлен от внутренних напряжений.
- Чёрный инструмент проходит обработку паром, его прочность увеличена.
- Серо-стальные резцы не подвергают дополнительной обработке, при прочих равных условиях его срок службы и эксплуатационные характеристики уступают первым трём типам.
2
Перед тем как приступать к работе, понадобится надеть очки и рукавицы, после чего подготовить резервуар с водой.

Очки и рукавицы
Мелкая пыль и искры будут отлетать от точила и разлетаться во все стороны. Если не закрыть руки и лицо, то данные мелкие частицы могут сильно порезать открытую кожу. Однако особо опасны они для глаз, которые не защищены. Если пыль попадет в глаза, то могут появиться проблемы со зрением, а в некоторых случаях возможна полная его потеря.
Резервуар с жидкостью необходим для того, чтобы охлаждать устройство, так как в процессе заточки оно будет нагреваться от трения о прокручивающуюся плоскость круга. Если сверло не будет своевременно охлаждено, то оно быстро перегреется и в будущем во время работы сломается.
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла. Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку
Но обо всем по порядку
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания. Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке. Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть. Центровые сверла используются для центровки деталей при точении. Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки. Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет
Надо только бережно относиться к их хранению и использованию
Для нас же важно научиться затачивать сверла при работе по металлу, бетону
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т. д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.

Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.

Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.


Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.




Напильник или надфиль
Напильник не приспособлен дл обработки быстрорежущей стали, отличающейся повышенной твёрдостью по сравнению с остальными сортами и марками сталей. Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.

Заточка конусных и ступенчатых сверл
http-equiv=»Content-Type» content=»text/html;charset=UTF-8″>id=»attachment_3006″ style=»width: 610px» class=»wp-caption aligncenter»>

Заточка на профессиональном оборудовании
В ходе эксплуатации режущие кромки инструмента постепенно притупляются и требуют выполнения заточки. Самое правильное решение в этом случае это обращение в специализированную мастерскую, имеющую оборудование и специалиста для выполнения такой работы. Заплатив определенную сумму, вы можете быть уверены в том, что вам возвратят сверло в рабочем состоянии и не придется решать вопрос о приобретении нового. Такая заточка гарантирует:
- сохранение диаметра всех ступеней,
- сохранении правильного угла режущей кромки,
- отсутствие перекаливания.

Заточка вручную
Однако найти мастеров, которые возьмутся за выполнение заточки конусного ступенчатого сверла не всегда возможно. Большинство мастерских отказываются, ссылаясь на сложность исполнения и недостаточный опыт работников.
Поэтому достаточно часто заточку сверла приходится самостоятельно. При этом нужно соблюдать следующие основные правила:
- режущие кромки каждой ступени должны оставаться одинаковыми с точным сохранением размеров;
- угол плоскостей кромки в результате заточки остается неизменным;
- расстояние между режущим углом и противоположной боковой поверхностью на каждом диаметре должно быть одинаковым;
- заточка производится при наличии опорной подставки или с жесткой фиксацией сверла;
- для работы применяется только мелкозернистые абразивы;
- при выполнении следует ориентироваться на максимально возможное восстановление первоначальных геометрических форм режущих кромок.
Хорошие результаты можно получить, если использовать заточной станок с абразивным кругом, поверхность которого оклеена наждачной бумагой. Качество выполненной заточки определяется по виду образования стружки во время сверления. При качественном результате она будет одинаковой формы и размера.

В случае замены станка болгаркой, ее необходимо хорошо зафиксировать в неподвижном положении и выполнять заточку при наличии прочной опорной планки для удержания сверла.
И все же если есть возможность поручить заточку специалистам, воспользуйтесь ею. Отсутствие практических навыков может привести к порче дорогостоящего инструмента и непредвиденным материальным затратам.
Правила выбора
Принимая решение, какую модель от какого производителя приобрести, следует уделить внимание следующему: изучить характеристики сверла. Некоторые изделия хорошо обрабатывают металл, а другие материалы – хуже
Обязательно нужно изучить материал, из которого было изготовлено изделие. Серого оно цвета, чёрного или золотистого. От этого зависит, какому применению буравчик подлежит на практике. Изделия, которые имеют серый цвет, обладают малой прочностью, они хрупки. Поэтому для работы с высокопрочными материалами такие свёрла не подходят. Если же вам необходимо сверлить очень крепкие материалы, отлично подойдет буравчик, для производства которого была использована сталь, легированная посредством кобальта. Правда, следует учесть, что такие свёрла очень дорогие, но зато вы сможете производить обработку очень прочных поверхностей на большой скорости
Важно учитывать информацию, которая содержится в маркировке. Изготовитель, обладающий хорошей репутацией, добавит надёжности изделию

Основные виды бетонных сверл
Отличительной чертой бетонного сверла от других является напайка. Она создается из крепкого сплава, за счет чего достигается твердость, подобная алмазным камням. Мастера называют такие виды победитом, именно эти товары отличаются по прочности от других типов, которые созданы для металла или дерева. Есть 2 основные типа, по которым классифицируют бетонные буры:
- для дрели — состоят из хвостовика для насадки, что выполняется в цилиндрической или многогранной форме. Габариты небольшие, изделие подходит для создания дыр во многих твердых материалах, например, в кирпиче, пеноблоке. Рекомендуется пользоваться дрелью высокой мощности, что позволит сверлить бетон;
- для перфоратора — по форме бур цилиндрический, есть хвостовик, обозначения SDS PLUS или SDS MAX. Сами товары довольно габаритные и длинные, подойдут для железобетонных конструкций.
Если нужно создавать дыры в железобетонной конструкции при помощи простой дрели, то не всегда удается решить проблему только буром. Нужно пользоваться перфоратором, а для этого инструмента сверла делят на следующие виды:
- шнековые — используются для создания глубоких дыр;
- спиралевидные — подходят для объемных отверстий;
- пологие — применяются для бурения проходов разного размера и глубины.
Для правильной работы потребуется не просто вставить бур в патрон, а защелкнуть его. Для простоты выполнения этой задачи на изделиях есть небольшое утолщение в самом конце. Еще нужно отметить, что товары считаются профессиональным инструментом, поскольку при помощи них можно создать отверстия от 4 мм до 3 см в диаметре. Если нужна дырка больших размеров, то на помощь придет корончатый вид. Такие товары дают возможность сделать углубление 12 см в диаметре. Изделия очень прочные, производятся в нескольких вариантах:
- алмазное — визуально сделано в виде трубы или коронки, установлено на стержне, по краям есть напыление из алмаза, которое обеспечивает высокую прочность;
- победитовое — похоже на насадку, основное отличие от алмазного заключается в отсутствии напыления, его заменяют специальные зубья из победита.
Корончатые изделия рекомендуется использовать для отверстий под розетки, выключатели или проводку, другие коммуникации. Для подбора подходящего изделия по бетону для дрели потребуется учесть не только параметры элемента, но и размеры будущего отверстия. Исходя из этого, выбирается длина бура, которая зависит от диаметра:
- диаметр 4 мм — длина 5 см;
- 5 мм — 10 см;
- 6 мм — 15 см;
- 8 мм — 25 см;
- 10 мм — 54 см;
- 12 мм и более — до 100 см.
Получается, что для больших отверстий используется длинное сверло для бетона. Если применять тонкие инструменты, то есть риск их повреждения по причине повышенной нагрузки.
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
Как изготовлено сверло

Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
Рабочая часть, в свою очередь, представлена:
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина

На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.
Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
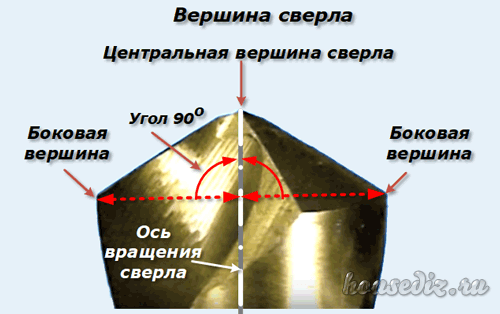
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
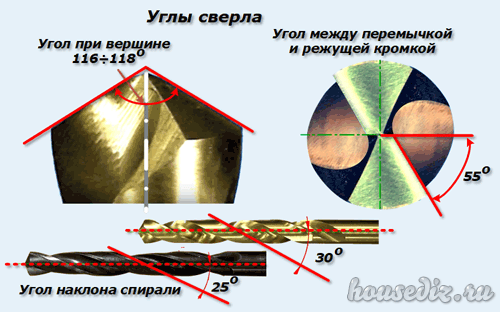
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
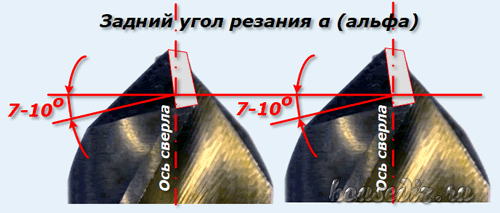
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.

Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.

Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.

При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.

Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Требования к инструментам
В промышленных условиях заточка проводится на специализированном оборудовании при соблюдении правил техники безопасности. Однако для бытовых целей придумано и разработано несколько других устройств:
- механизм, оснащенный точильным камнем;
- станок, подключаемый к электросети;
- болгарка и дрель (однако их применяют лишь в случае отсутствия жестких требований к углу заточки);
- точильные наконечники для дрели.




Каждое отдельное устройство отличается высоким уровнем производительности, точностью выставления угла и простотой использования. У них очень удобная система управления, с которой справится даже дилетант. Еще одно дополнительное преимущество представленных вариантов домашних аппаратов заключается в невысокой стоимости и миниатюрных размерах.

В идеале затачивать сверла необходимо точильном станком. Однако при отсутствии данного оборудования можно использовать лишь диск от него. Главное, чтобы зернистость наждачного круга соответствовала требованиям. Круглый наждак следует зафиксировать на дрели или шлифмашинке. Применять болгарку рекомендуется только в крайнем случае.

Виды
Ступенчатые сверла отличаются типом материала, формой, размером (рабочим диапазоном). Для изготовления инструмента применяют быстрорежущую сталь HSS. Она может быть дополнительно обработана или покрыта напылением.
О прочности изделия можно судить по цвету:
- серый – сталь без усиления;
- черный – закаленная сталь;
- желтый – добавление кобальта;
- ярко-золотой – напыление нитрида титана (обеспечивает максимальный срок службы).
По форме насадки ступенчатого типа бывают:
- обычные;
- без направляющего острия;
- из двух конусных частей с разным углом наклона к поверхности;
- с 1–3 канавками;
- с прямыми канавками и спиралевидными.

Спиралевидная форма канавок увеличивает эффективность инструмента. При этом чем их больше, тем выше можно использовать обороты.
Размеры насадок очень разные. Они отличаются количеством и высотой ступеней, величиной стартового диаметра. Минимальный первый размер – 4 мм. Одно сверло может состоять из 5–15 ступенек и начинаться с разного диаметра. Стандартная высота ступеней – 5 мм (от 3 до 6 мм).