Как заточить сверло по металлу разными инструментами
Содержание:
- Комбинирование обоев и цвет стен (или обои дублер) — фото
- Видео РАСЧЕТ ТОЛЩИНЫ УТЕПЛИТЕЛЯ В СТЕНЕ
- Использование
- Как изготовить декоративную штукатурку
- Можно ли восстановить победитовое сверло
- В каком порядке точить сверла
- Разновидности обработок острия
- Режимы сверления
- Как заточить мелкое сверло?
- Современный стиль
- Важные рекомендации
- Требования и правила установки
- Грудничок насморк лечение: физраствор, капли в нос, аквамарис. Заложен нос у грудничка что делать: эффективные аптечные средства, народные способы. Как чистить нос новорожденному ребенку в домашних условиях
- Способ ручной правки на плоском камне
- Классификация систем защиты
- Преимущества использования специальных приспособлений
- Особенности и виды сверл по дереву
- Освещение и подсветка
- Заточка спиральных сверл
- Ванная комната в скандинавском стиле: фото и дизайн
- Контроль качества заточки
Комбинирование обоев и цвет стен (или обои дублер) — фото
Видео РАСЧЕТ ТОЛЩИНЫ УТЕПЛИТЕЛЯ В СТЕНЕ
Использование
Как изготовить декоративную штукатурку
Можно ли восстановить победитовое сверло
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру
Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
https://youtube.com/watch?v=2IfuWWQ1skI
В каком порядке точить сверла
Заточка выполняется в определенном порядке.
-
Затачивается задняя поверхность. При этом следят, чтобы перемычка оставалась ровной, а грани – симметричными. Для сверл малого диаметра (до 4 мм) заточка выполняется только по задней поверхности, причем вращать и сдвигать инструмент в процессе заточки нельзя – нарушиться плоскостность грани.
- Сверла большего диаметра затачивают также по передней поверхности, а при необходимости – по ленточке и перемычке.
- По шаблону проверяют правильность угла заточки сверла по металлу. Если угол не выдержан – доводить кромки нельзя, требуется полностью перетачивать инструмент.
То же касается дефектов, получившихся в результате различных ошибок в работе – например, плохого закрепления точильного камня, из-за чего началась вибрация.
К сожалению, передать в фото и пояснениях весь процесс заточки сложно, поэтому рекомендуем посмотреть видео по особенностям сверл в целом и вопросам их переточки в частности.
https://youtube.com/watch?v=KCL27Bs9DYg
Разновидности обработок острия
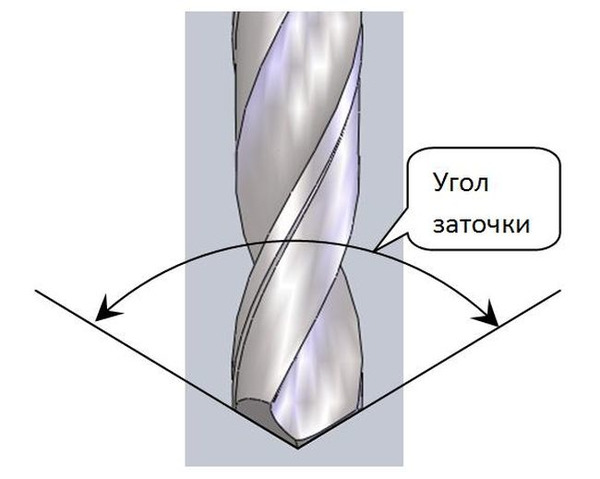
Конечная форма, которую нужно получить на задней поверхности сверла, имеет значение для выбора типа заточки. Нужно отметить, что оба сверлильных пера в итоге должны быть идентичными. Итак, как наточить сверло по металлу, а также коротко об основных типах существующих заточек:
Одноплоскостная. Задняя поверхность при этой обработке имеет одну плоскость, угол заточки не превышает 28 — 30 градусов. Для достижения результата сверло задними гранями приставляют к точильному аппарату. Режущая часть располагается параллельно кругу. Затачиваемую деталь желательно не сдвигать, не перемещать и не переворачивать. Этот вид заточки распространен при наладке сверл до 3 мм в диаметре.
Двухплоскостная.
Коническая. Пользуется популярностью для восстановления остроты инструмента, превышающего диаметр 3 мм. Метод является несколько сложным для домашнего исполнения и требует внимания, аккуратности, наработки практики. Чтобы заострить сверло, нужно правой рукой взять его за хвостик, а левой — за рабочую часть, предрасположенную ближе к конусу. Прижать сверло задней и режущей поверхностью к боковой стороне камня. Плавными движениями правой руки неторопливо выполнять покачивание сверла из стороны в сторону. Отрывать от камня нельзя. Как результат — коническая поверхность сверлильного пера. Вторую грань заточить аналогично первой
Важно сохранить заводскую конфигурацию задней части сверла в процессе затачивания. Это позволит выдержать параметры угла.
Цилиндрическая.
Винтовая.
Режимы сверления
Правильный выбор режима сверления является залогом получения качественно выполненного отверстия. Основными составляющими скорость, подача и крутящий момент.
Скорость резания — условная величина, определяющая, как быстро вращается точка, расположенная на поверхности инструмента относительно его центра. Это означает, что для разных диаметров сверл нужно выбрать различные обороты, чтобы добиться одной и той же скорости резания.
Пример. Для стали 08Х13Н толщиной 10-15 миллиметров в справочнике указана скорость резания 20м/мин. При необходимости просверлить отверстие диаметром 1 мм скорость вращения шпинделя сверлильного станка должна составлять 6366 оборотов в минуту. Если отверстие сверлится диаметром 10 мм то обороты не должны превышать 637 оборотов за 60 секунд.
Подача сверла в металл означает величину перемещения в глубину просверливаемого отверстия за определенное количество оборотов. То есть это скорость погружения. Измеряется в миллиметрах за 1 оборот
Важно выдерживать рекомендуемые величины для получения качественного результата и уменьшения воздействия стружки на режущие кромки
Крутящий момент, передающейся сверлу в процессе сверления, является важным фактором для сверла и материала, определяет выбор стали для сверла и состав охлаждающих жидкостей. Обычными словами, это нагрузка на сверло, возникающая вследствие сопротивления материала деформациям, создаваемым кромками сверла.
Выбор каждого из параметров обусловлен маркой нержавеющей стали, толщиной листа или детали, выбора оборудования, подбором способа охлаждения, материала сверла, шероховатости поверхности и прочих факторов. По основным маркам существует множество справочной литературы и режимных карт. Правильный подбор и высокая квалификация технолога, составляющего режимные карты, позволит избежать дополнительных обработочных операций и доводки, снижая себестоимость производства.
Как заточить мелкое сверло?
Для самых мелких свёрл (ниже 4 мм) специальные насадки не выпускаются. На точильном станке их тоже нельзя точить. Поэтому заточка таких оснасток производится вручную с помощью надфиля.
Если нет надфиля, можно обойтись и простым напильником. Желательно, чтобы на инструменте было алмазное напыление для более быстрой и качественной заточки. В случае использования напильником рекомендуется выполнить финишную доводку надфилем.
Основная трудность заключается в миниатюрности кромки на таких свёрлах. Профессиональные мастера обычно используют для такой работы специальные увеличивающие очки, позволяющие контролировать процесс заточки.
В целом мелкие свёрла точатся аналогично большим. Основная особенность заключается в том, что не следует снимать слой более 1 мм. Выдержать заводской угол на мелкой кромке очень сложно, поэтому здесь допускается работа на глаз.
Современный стиль
Сегодня в японских деревнях (на фото это видно наглядно) по-прежнему строят только каркасные дома. Ведь землетрясения в этой стране и в наши дни случаются нередко. Иногда в деревнях в Японии можно видеть и каркасники, построенные по получившей широкое распространение в мире канадской технологии. Но чаще всего дома здесь возводятся именно по местным методикам, разрабатывавшимся веками.
Стены современных японских домов, конечно же, обшиваются достаточно прочными и надежными материалами. Но при этом рядом с таким зданиями всегда обустраиваются просторные светлые террасы. Карнизы японских домов по-прежнему остались длинными.
Полы в жилых здания в деревнях слишком уж высоко в наши дни не поднимают. Однако и на земле их не обустраивают. При заливке плитных фундаментов японцы предусматривают, помимо всего прочего, специальные ребра, высота которых может достигать 50 см. Ведь и сегодня в деревенских домах многие японцы по-прежнему спят на матрасах.
Важные рекомендации
Инструменты должны точиться против вращения точильного камня. Благодаря этому режущие кромки могут прослужить более долгий период времени, они не будут выкрашиваться. Для выполнения заточки, необходимо применять шлифовальные камни в основе которых используется электрокорунд, показатели его зернистости должны быть в пределах 30-40.
Доводку, как правило, проводят после затачивания. Она необходима для удаления мельчайших зазубрин, отшлифовывания кромок, придания гладкости режущей поверхности. Инструмент, на котором проводится доводка менее подвержен изнашиванию. Для ее проведения применяют соответствующие «мягкие» камни, то есть шлифовальные круги с зеленым карбидом, зернистостью не более 5-6.
Затачивая сверло, также следует обращать внимание на показатель симметричности, который определяется по его осям. Каждая из кромок должна быть прямолинейной и одинаковой длины
Насколько правильно выполнена операция можно узнать воспользовавшись угломером или самодельными шаблонами. Его можно изготовить в домашних условиях из медных, алюминиевых или стальных листов, толщина которых не более 1 мм. Самыми надежными являются стальные шаблоны. Посредством них можно проверять углы при вершинах, длинновые размеры режущей конструкции, углы между перемычками и кромками
Важно учитывать, что задние углы измерять крайне трудно, поэтому используя шаблон нужно проверить углы заострения. Сделать такой контрольный инструмент рекомендуется прежде чем проводить эксплуатацию сверла, то есть сразу после его приобретения
Чтобы в дальнейшем можно было максимально точно проверить их соответствие после заточки.

Также из-за разной длины режущих кромок и их наклона к осям приспособления может возникнуть неравномерная нагрузка. Если такое имеется, то сверло очень быстро выйдет из строя, поскольку перегруженная кромка износится. Не стоит забывать, сверление производится не за счет самого наконечника, а за счет боковых сторон инструмента. У многих домашних мастеров, часто встречается ошибка в заострении только вершины сверла без затачивания боковых кромок.
Заточить сверло по металлу не составит проблему, если четко следовать технологии. В связи с этим, если рассмотрение некоторых аспектов осталось непонятным, то можно просмотреть видео уроки от мастеров, имеющих большой опыт в данном ремесле.
Требования и правила установки
Прежде чем рассматривать расположение розеток на кухне давайте разберемся, есть ли какие-то требования к их установке. К этому вопросу нужно отнестись ответственно, ведь на кухне часто жарко и влажно, а во время мытья посуды летят брызги. Всё это создаёт опасные условия, которые могут привести к поражению электрическим током и выходу из строя электрооборудования. Требования к установке прописаны в:
ГОСТах 7397.0-89, 7396.1-89, 8594-80;
СНиП 3.05.06-85.
Если передать кратко и простым языком, то они должны быть установлены в таких местах, чтобы исключить попадание брызг воды и пара, а также нужно исключить возможность перегрева изделия от плиты во время готовки.
Итак, от мойки розетки устанавливают на расстоянии не менее 1 м. Если нет такой возможности – устанавливают влагозащищенные розетки с защитной крышкой как можно дальше от источника брызг. При этом не рекомендуется чтобы расстояние до подключаемых электроприборов превышало 1 м. Высота от пола для розеток на кухне – больше чем 2 см от плинтуса. Фактически высота должна быть такой, чтобы подключение вилок всех приборов не было затруднено, то есть выше столов, но ниже шкафчиков. Высота над столешницей подбирается индивидуально.
Также не стоит размещать розетки на кухне выше чем на высоте 2-х метров, а над полом – обычно изделия устанавливаются на высоте 30-40 см. Вдоль свободных стен – 1 или 1,3 метра, то есть на уровне между грудью и поясом.
На рисунке ниже вы видите пример условной схемы с размерами и расстояниями для установки:
Грудничок насморк лечение: физраствор, капли в нос, аквамарис. Заложен нос у грудничка что делать: эффективные аптечные средства, народные способы. Как чистить нос новорожденному ребенку в домашних условиях
Способ ручной правки на плоском камне
Этим методом пользовались еще в старое советское время, когда массово работали ручными дрелями, а точильного станка у мастера не было. Приходилось править режущие кромки подручными средствами.
Использовали плоские точильные бруски, мелкую наждачную бумагу (нулевку), абразивные камни.
Технология трудоемкая, подходит только для тонких диаметров, требует строгой фиксации угла наклона оси вращения к плоскости наждака и точного расположения режущей головки.
Под нее разрабатывают различные фиксирующие подставки.
Как и в предыдущем случае, здесь можно только немного подправить кромки и задний угол резания. Поэтому этот способ используют радиолюбители и мастера, работающие с деревом.
Заканчиваю статью и выражаю благодарность Виктору Леонтьеву за его труд и предоставленную не только мне информацию, рекомендую посмотреть его видеоролик.
https://youtube.com/watch?v=XIe9tbTngCI
Вполне вероятно, что у вас остались какие-то вопросы по теме «Как заточить сверло по металлу в домашних условиях» или имеется желание высказать свое мнение по материалам статьи.
Сейчас самое удобное время для этого. Воспользуйтесь разделом комментариев.
Полезные товары
- 7 в 1 USB Цифровой вольтметр
- Цифровой штангенциркуль
- Электровал с пультом для рулонной шторы
Классификация систем защиты
Комплекты защиты от потопа не новое явление и их достаточно много. При всей схожести принципа реагирования на прорыв воды, у этих систем есть ряд отличий.
Основные признаки классификации комплектов «антипротечка»:
- сколько отсекающих кранов поставляются в наборе;
- какие способы извещения;
- как обмениваются информацией между собой датчики и блок управления.
Количество отсекающих кранов
Так, например, у наборов NEPTUN BUGATTI PROW и GIDROLOCK в комплекте по 2 перекрывающих шаровых крана
А у комплекта фирмы Аквасторож — «Классика» — лишь один кран.
Логично предположить, что кранов должно быть столько, сколько стояков для подвода воды в квартире. Но общее количество кранов может быть, и увеличено, в зависимости от характера помещения и от выбранной системы антипротечек.
По способу сигнализации
Способы извещения о протечке тоже могут различаться:
- просто высвечивается индикация на световом табло контроллера;
- та-же индикация, но сопровождается подачей громких шумовых сигналов;
- комплекс из шумовой сигнализации + световой индикации + отправка СМС сообщения.
Понятно, что пересылка SMS-сообщений возможна, если у системы есть GSM-передатчик. А это очень удобно, если авария произошла в момент, когда хозяев нет дома. Или SMS-сообщение параллельно отправляется на телефонный номер аварийной службы или управляющей компании.
Если систему подключить к Интернету, то появляется возможность групповой рассылки извещений через GPRS-соединение.
По методу обмена информацией
В случае протечки датчики передают сигнал на контроллер. Способов передачи сигнала два — проводной или беспроводной (по радиоканалу).
В проводном варианте датчик находится под постоянным напряжением в 5 Вольт. В нормальном состоянии из-за огромного сопротивления между двумя контактами ток по цепи «датчик-контроллер» не проходит. При попадании влаги цепь замыкается и на контроллер приходит электрический сигнал.
Чтобы не пропустить ложные срабатывания, а это возможно в таких влажных помещениях как ванная комната, контроллер регулируется на минимальный порог проходящего тока. При превышении заданного предела и произойдет срабатывание системы «антипотоп».
В беспроводных схемах такой порог срабатывания уже задан в самом датчике. Специальная микросхема непрерывно наблюдает за состоянием сопротивления между двумя контактами и, в случае тревоги, отправляет радиосигнал на приёмное устройство в контроллере. Понятно, что оба эти элемента системы работают на одной радиочастоте.
Но есть одна проблема.
Беспроводной небольшой датчик протечки воды может работать на больших расстояниях (до 200 метров). Но в разных системах от разных фирм используется свой принцип модуляции радиосигнала. По этой причине датчик контроля беспроводного типа из набора одной системы (например, GIDROLOCK) нельзя заменить аналогичным датчиком из другого набора (допустим, NEPTUN BUGATTI PROW).
Но лучшие производители таких систем сигнализации уже заранее дополняют комплект как проводными, так и беспроводными датчиками. Если каких-то датчиков будет не хватать, их всегда можно докупить.
Проводные датчики внезапной утечки воды более привлекательны из-за своей простоты и надежности. Но проводная система может нарушить дизайн помещения, поэтому возникает необходимость в скрытой проводке кабельных линий. Кроме того не всегда есть возможность чтобы подключался именно проводной датчик.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Особенности и виды сверл по дереву
Итак, для начала следует разобраться, что же представляет собой данный предмет. Многие знают, что для качественной работы с любым материалом требуется специальная разновидность строительных инструментов, это касается и сверл.
Данный предмет делится на несколько видов, каждый из которых используется для разных категорий работ. Выделяются следующие модификации:
- перьевое (перовое). Данный тип сверла используют для просверливания отверстий среднего диаметра — до двадцати пяти миллиметров. Обычно этот элемент применяется тогда, когда точность геометрических параметров и качество проделанного отверстия не важны. Он стоит не очень дорого и, ко всему прочему, очень прост в применении,
- спиральное (винтовое) — рабочая часть такого сверла чем-то напоминает шнек, оно используется для просверливания отверстий небольшого диаметра. Конструкция практична тем, что во время процесса очень хорошо удаляется стружка от дерева. И, помимо перечисленного, винтовое сверло точно и качественно выполняет свою роль,
- шнековое — разновидность предыдущего варианта. Предназначено для работы с деревом, но особенность заключается в том, что оно сверлит материал против волокон,
- сверло Левиса — подвид шнекового. Имеет змеевидную форму. Диаметр просверливаемых отверстий — от десяти до шестидесяти миллиметров,
- корончатое — предназначено для выполнения отверстий более крупного диаметра,
- сверло Форстнера — данный предмет помогает сделать отверстие с дном. Это является его отличием от предыдущих видов – оно не предназначено для сквозного сверления. Днище при работе с таким элементом получается идеально ровным.
Освещение и подсветка
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки

Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
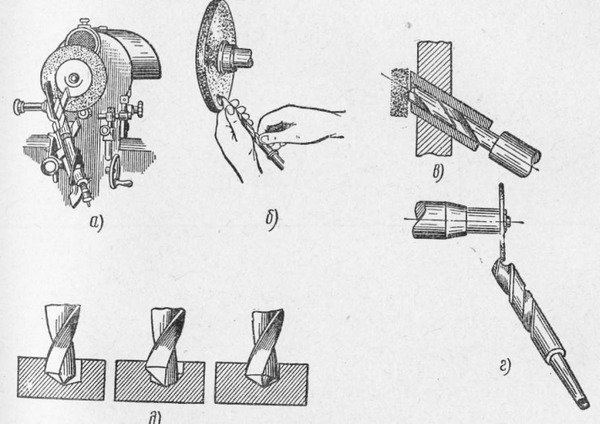
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Ванная комната в скандинавском стиле: фото и дизайн
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.
Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.