Методы и аппараты точечной сварки
Содержание:
- Технология точечной сварки
- Принцип работы конструкции
- Сборка аппарата из микроволновки
- Окраска откосов – как справиться с отделкой на отлично?
- На что влияет толщина подложки под ламинат
- Декоративная штукатурка своими руками из шпаклевки: как сделать и как наносить
- Производители детской мебели
- Методы и способы
- Описание и принцип работы
- Точечная сварка из микроволновки
- Сварочный процесс
- Сборка трансформатора
- Требуемое оборудование и электроды
- Дефекты ТС
- Особенности многофункциональной комнаты
- Варианты сварочных работ
- Технология точечной сварки
- Архив
- Технология
Технология точечной сварки
Стандартная технология для точечного варианта сварки контактного типа имеет определенный характер процесса. Соединяемые детали должны быть установлены в требуемое положение и закреплены для отсутствия движения во время процесса.
К деталям подводим ток и через электроды в местах контакта создаем высокий уровень температуры. Когда металл плавится, образуется ядро, которое называют сварочным. Размер ядра может варьироваться от миллиметра до 2 сантиметров.
Если сталь имеет плохое качество, то соединение производится без полноценного ядерного расплавления, но такой вариант сварки считается низкокачественным.
Принцип работы можно посмотреть на видео, которые распространены в интернете.
Важным будет не забыть о предварительном этапе, который необходим для подготовки деталей к процедуре.
По завершению работы ядро с жидким металлом остывает и становится частью шва, но без выпуклостей, что позволяет в дальнейшем не зачищать поверхность. Для каждого режима работы есть свои данные.
Таблица:
После завершения спаивания двух деталей и до полного ухода температуры их сильно сжимают в местах контакта, чтобы шов был более прочным. Такой процесс не требует от человека больших усилий и прост, поэтому может использоваться дома.
Принцип работы конструкции
Для того, чтобы начать собирать сварку подобного типа своими руками, необходимо ознакомиться с принципом его работы. Весь процесс условно можно разделить на несколько ключевых моментов:
- Механическое соединение поверхностей ли деталей, которые следует скрепить.
- Механическая фиксация деталей при помощи щипцов или губ, в центре которых расположена площадка подачи электрического тока.
- Подача электрического разряда с последующим скреплением смежных поверхностей.
Принцип работы достаточно прост, и является единым для всех моделей точечных сварочных аппаратов. На практике могут быть модифицированы только наружные контуры конструкции (ручка для мастера, формы зажимов, корпуса).
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой — надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Окраска откосов – как справиться с отделкой на отлично?
Покраска откосов окон – процесс сам по себе не сложный, но требующий знаний деталей отделки того или иного вида материала. Итак, ваши откосы уже прошли начальную стадию подготовки, и осталось дело за малым – использовать краску. На вопрос, какой краской красить откосы окон, помимо масляной, многие специалисты ответят – акриловой.
Благодаря ей, вы получите красивые окна, но помните, что следить за текущим состоянием откосов вам все же придется – ведь насыщенность цвета рано или поздно будет меняться в худшую сторону, и откосы начнут тускнеть. Краска для откосов должна быть «свежей» – внимательно смотрите на срок годности и дату производства. Если вы не хотите исправлять свои ошибки потом, читаем, вникая, о работе с откосами сейчас!
Шаг 1: Подготовка к работе
Покупаем качественную масляную или водоэмульсионную акриловую краску. Она должна быть устойчива к ультрафиолетовым лучам и не выгорать. Но не рассчитывайте, что перекрашивать ваши откосы никогда не придется – еще как придется, но раз примерно в 4 года. Особенно, если в доме поменялся стиль, мебель, или вы хотите при помощи такой отделки подчеркнуть детали нового интерьера. Если вы просто обновляете цвет ваших откосов, то сначала очищаете поверхность от пыли тряпкой, а на раму окна по периметру наклеиваете малярную ленту.
Из инструментов вам понадобится узкая малярная кисть, малярный валик, ванночка, много ветоши и растворитель, чтобы вовремя отмыть пятна. Обязательно наденьте перчатки – как бы вы ни старались проделать работу аккуратно, все равно на руки попадет как минимум несколько капель. Из одежды наденьте что-нибудь старое, что не жалко выбросить.
Шаг 2: Начинаем перекрашивать
Прокрашиваем кистью места стыков и линию вдоль окна. Далее при помощи валика (лучше со средним ворсом), смоченного в краске и «раскатанного» по твердой поверхности, начинаем наносить краску. При этом на инструмент желательно не слишком давить, так как от вашего усилия на откосах могут остаться подтеки. Специалисты также советуют не размахивать валиком, чтобы его металлическими частями не повредить профиль, иначе могут остаться царапины от обода вашего инструмента.
Шаг 3: Меняем цвет откоса
Если же вы меняете полностью цвет откоса, то сначала вам придется развести краску до нужного оттенка. При этом не забудьте, что по мере высыхания акрил сильно светлеет. Совет экспертов – лучше заранее разведенную краску проверьте на фанере или дощечке. Учтите, смотреть надо как при дневном свете, так и при комнатном освещении – иногда оттенки в разном свете могут заиграть совершенно неожиданно.
Как только вы решили все вопросы с подбором цветовой гаммы, откосы покрываете грунтом. Использование такой практики необходимо для того, чтобы краска высыхала равномерно. Профессионалы советуют быть осторожными с грунтом, так как, испачкав этим составом стекло или подоконник, вам потом сложно будет отмывать его, учитывая, что он включает в себя клейкую основу. Если грунт при нанесении на откосы попал на ваше стекло или подоконник, лучше сразу вытрите чистой тряпкой – не ждите, пока засохнет.
Далее наносим валиком краску, примерно через 6 часов после работ с грунтовкой, через такое же время – второй слой. Будьте внимательны к температуре в комнате – она не должна быть выше 20-ти и ниже 15-ти градусов тепла. Далее снимаем малярную ленту. Ну, и в конце излишки краски с оконного профиля удаляем уже обычной кухонной мочалкой.
На что влияет толщина подложки под ламинат
При укладке ламинированного пола сначала настилают подложку под ламинат (Какую подложку под ламинат лучше использовать — узнаете здесь), которая нивелирует небольшие неровности на поверхности основания и поможет предохранить места стыков панелей от поломки. Оптимальная толщина подложечного слоя составляет 3 мм. Хорошего качества подложка обладает хорошими амортизационными свойствами, повышает уровень шумоизоляции и теплоизоляции напольного покрытия.
- Из пенополиэтилена — обладает хорошей влагоустойчивостью, теплоизоляционными свойствами, но плохо держит упругость, проседая со временем;
- Экструдированный пенополистирол — синтетический материал, хороший утеплитель, способен поглощать шум, не подвержен деформации, влагоустойчив;
- Tuplex (туплекс) — подложка совместного производства Финляндии и России представляет собой современный материал, скомбинированный из двух полиэтиленовых слоев с пенополистирольными шариками между ними. Отличный звукопоглощающий слой, хорошо сохраняющий тепло пола. Возможно совмещение с системой обогрева пола.Имеет свойство сохранения формы и толщины, благодаря чему уберегает панели от проседания. Туплекс отлично подстраивается под форму основания, нивелирует его незначительные погрешности.В составе нет вредных составляющих, т. е. подложка Tuplex безопасна. Прослужит до 20 лет;
- Profitex (Профитекс) — многослойная подложка, имеющая толщину 3 мм, разработана в России. В основе изготовления данного подкладочного материала Profitex лежит метод «воздушных шахт», создающий вентилирование под ламинированным полом. Метод запатентован. Возможно совмещать с системой теплых полов.
Материал отлично поглощает шум, хранит тепло пола. Без вредных включений. Не горит. Монтаж подложки прост. - Пробковая подложка — натуральный подложечный материал. Отличный теплоизолятор, превосходно поглощает шумы. Благодаря пористой плотной структуре нивелирует небольшие огрехи основы, не деформирует при многолетней эксплуатации, антиаллергенна.
- Хвойная подложка — натуральный, экологически чистый материал. Благодаря пористой плотной структуре, сглаживает незначительные погрешности поверхности основания. Превосходно держит тепло, прекрасный звукоизолятор, не деформирует.
Толщина пола из ламината с настеленной подложкой немного увеличится на толщину подложечного слоя.
Для обеспечения долголетнего срока службы напольного покрытия следует со всей серьезностью отнестись к выбору ламинированного и подложечного материалов, принимая во внимание Ваши пожелания, особенности помещения и материальные возможности. https://www.youtube.com/embed/zXSHl9bM0AI
Декоративная штукатурка своими руками из шпаклевки: как сделать и как наносить
Производители детской мебели
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Описание и принцип работы
 В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью
К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
- У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.
- Сварочный шов должен справляться и выдерживать большие нагрузки.
 От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
Сборка трансформатора
Эта деталь является самой значимой, поскольку отвечает за увеличение выходного напряжения. Для качественного выполнения своих функций, он обязан иметь приемлемый показатель трансформации. Аппарат для точечной сварки, собранный своими рукам может нести опасность из-за сильного тока. Во избежание этого проводиться модификация:
- получить доступ к первичной обмотке (срезать болгаркой боковую крышку) и аккуратно её извлечь;
- удалить вторичный моток (можно не бояться его повредить, поскольку он в дальнейшем не пригодиться);
- очистить сердечник от клея и бумаги;
- при помощи резинового молотка забить первичный обратно.

Сборка аппарата для точечной сварки своими руками
Далее берётся толстый кабель с большим сечением, качественной изоляцией и за ранее установленными медными наконечниками. Он наматывается сверху первого мотка так, чтобы оба его конца выходили с одной стороны, и всё собирается обратно. На этом сварочный аппарат, а точнее его главная часть, готовы к использованию.
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
- стационарные;
- переносные.
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
Выполнение работ по сварке всегда начинается с подготовки оборудования.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость — более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.
Дефекты ТС
При наличии знаний и опыта ТС получиться хорошего качества. Учитывая простоту работы с ней — освоить азы достаточно легко.
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
- центр в итоге огромный;
- центр в итоге очень маленький;
- центр смещен в право или лево от стыка.
Также когда интервал между точками большой, шов не получается сплошным. А в случае неверно подобранным параметров на агрегате детали сильно деформируются. Самый страшный брак — не проваренный центр, а и отсутствие такового.
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).
Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
- точку сваривания размещать посередине стыка;
- контролируйте размер литого центра;
- убедитесь в отсутствие шлака, трещин;
- не давайте большого напряжения.
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Особенности многофункциональной комнаты
Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Технология точечной сварки
Метод подходит для прочного соединения неоднородных сплавов. Сварка называется точечной из-за размера контакта, она зависит от площади касания двух жал или электродов, образующих электродугу.

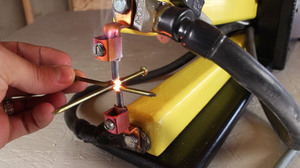
Чтобы сделать точечную сварку, берут два листа металла и сварочное устройство. Процесс состоит из нескольких этапов:
- свариваемый металл помещают между жалами, к которым подводится электрический ток;
- включается блок питания;
- жала с силой соединяют;
- возникает электродуга, она проходит сквозь металлы, разогревает их;
- за счет силы сжатия расплав уплотняется, получается точечное соединение двух листов металла.
Прочность соединения зависит от силы сжатия жал, мощности дуги и площади касательной поверхности жал. Их делают из сплавов большой электро-, теплопроводности, такими свойствами обладают цветные металлы на основе меди.

Архив
АрхивВыберите месяц Ноябрь 2020 (5) Октябрь 2020 (2) Сентябрь 2020 (4) Август 2020 (7) Июль 2020 (1) Июнь 2020 (5) Май 2020 (4) Апрель 2020 (1) Март 2020 (3) Февраль 2020 (2) Январь 2020 (1) Декабрь 2019 (1) Сентябрь 2019 (1) Июль 2019 (1) Июнь 2019 (2) Май 2019 (3) Апрель 2019 (3) Март 2019 (2) Февраль 2019 (3) Январь 2019 (6) Ноябрь 2018 (1) Август 2018 (1) Май 2018 (13) Апрель 2018 (1) Март 2018 (3) Февраль 2018 (2) Ноябрь 2017 (2) Октябрь 2017 (1) Август 2017 (1) Июль 2017 (1) Июнь 2017 (1) Май 2017 (3) Апрель 2017 (2) Март 2017 (1) Февраль 2017 (4) Январь 2017 (1) Ноябрь 2016 (1) Октябрь 2016 (1) Сентябрь 2016 (1) Июль 2016 (1) Май 2016 (1) Апрель 2016 (3) Март 2016 (3) Февраль 2016 (1) Январь 2016 (2) Декабрь 2015 (3) Ноябрь 2015 (3) Октябрь 2015 (3) Сентябрь 2015 (1) Май 2015 (2) Апрель 2015 (3) Март 2015 (1) Февраль 2015 (2) Январь 2015 (4) Сентябрь 2014 (1) Август 2014 (7) Июль 2014 (3) Май 2014 (4) Апрель 2014 (4) Март 2014 (2) Февраль 2014 (2) Январь 2014 (7) Декабрь 2013 (6) Ноябрь 2013 (2) Октябрь 2013 (5) Сентябрь 2013 (4) Август 2013 (10) Июль 2013 (10) Июнь 2013 (7) Май 2013 (2) Апрель 2013 (14) Март 2013 (3) Февраль 2013 (15) Январь 2013 (3) Декабрь 2012 (9) Ноябрь 2012 (5) Октябрь 2012 (11) Сентябрь 2012 (6) Август 2012 (2) Июль 2012 (7) Июнь 2012 (4) Май 2012 (9) Апрель 2012 (5) Март 2012 (6) Февраль 2012 (6) Январь 2012 (16) Декабрь 2011 (6) Ноябрь 2011 (2) Октябрь 2011 (4) Сентябрь 2011 (9) Август 2011 (18) Июль 2011 (3)
Технология
Сварочная машина для контактной точечной сварки
Точечная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. В процессе сварки ток проходит от одного электрода к другому через металл заготовок. Электроды для контактной точечной сварки изготовляются из сплавов с высокой электропроводностью, чтобы сопротивление в контакте электрод-деталь было минимальным. Поэтому в местах контактов деталь-деталь происходит наибольший нагрев за счет наибольшей величины электрического сопротивления. Разогрев и расплавление металла под действием электрического тока приводит к образованию литого ядра сварной точки, диаметр которой обычно составляет 4—12 мм.
Различают мягкий и жесткий режимы точечной сварки.
- Мягкий режим характеризуется большей продолжительностью времени сварки и плавным нагревом заготовок умеренными силами тока, с плотностью тока на рабочей поверхности электрода обычно не превышающей 100 А/мм². Время протекания тока обычно 0,5—3 секунды. Преимуществами мягких режимов являются меньшие потребляемые мощности, по сравнению с жесткими режимами; меньшие нагрузки сети; менее мощные и более дешевые сварочные машины, необходимые для производства точечной сварки; уменьшение закалки зоны сварки. Мягкие режимы применяют для сварки сталей, склонных к закалке.
- Жесткий режим точечной сварки характеризуется малой продолжительностью времени сварки, бо́льшими, чем при мягком режиме, значениями силы тока и значительным сжимающим давлением электродов. Плотности тока достигают 120—300 А/мм² при сварке стали. Время протекания тока обычно 0,1—1,5 секунды. Давление электродов обычно принимают в пределах 3—8 кг/мм². К недостаткам жестких режимов относятся повышенная мощность, потребляемая при сварке; значительные нагрузки сети; мощные сварочные машины. Преимущества — уменьшение времени сварки и повышение производительности. Жесткие режимы применяют при сварке алюминиевых и медных сплавов, с высокой теплопроводностью, деталей неравной толщины и разноименных деталей, а также высоколегированных сталей с целью сохранения коррозионной стойкости.
Время подачи тока при сварке и время приложения усилий сжатия, сила тока и величина усилий сжатия определяются по заданной циклограмме процесса.