Азы сварки металла инвертором для начинающих
Содержание:
- Виды оборудования и подбор электродов
- Сварка трубопровода
- Контроль качества шва
- Конструкция и преимущества инверторных сварочных аппаратов
- Что такое ручная дуговая сварка?
- Виды инверторов на современном рынке
- Дополнительные функции в инверторах
- Процесс сварки нержавейки инвертором в домашних условиях
- Основные правила сварки инвертором
- Подготовительные работы перед инверторной сваркой
- Назначение инвертора и сферы применения
- Выполнение сварочных работ
- Сварка инвертором тонкого металла
- Как правильно сваривать металл
- Виды швов
- Сварка инвертором – краткое руководство пользования
- Полезные функции инвертора для новичков
Виды оборудования и подбор электродов
Инверторы могут предназначаться для ручной сварки, аргоно-дуговой или полуавтоматической в окружении защитного газа. Есть также универсальные модели инверторов, которыми можно работать в ручном и автоматическом режиме.
Большинство моделей работают от сети 220 В, потребляя значительно меньше энергии, чем аппараты для сварки на трансформаторах.
Иногда возникает необходимость освоить сварку на полуавтоматическом инверторе, когда дуга горит в среде инертного газа (обычно аргона).
Сварка полуавтоматом для начинающих должна проходить с соблюдением техники безопасности. Даже просто тренируясь, следует беречь глаза и надевать защитную одежду. Следующим важным моментом для начинающих будет покупка электродов.
 Подбор инвертором происходит в зависимости от вида и толщины металла. Опытные специалисты учитывают также углубленность сваривания и его положение. Вид соответствует определенному металлу
Подбор инвертором происходит в зависимости от вида и толщины металла. Опытные специалисты учитывают также углубленность сваривания и его положение. Вид соответствует определенному металлу
Сплав из нержавеющих элементов, стандартная сталь, чугун свариваются только одним типом. Диаметр должен подбираться в соответствии с толщиной металлического изделия и желаемой глубины проварки. Для чайников советуют воспользоваться стальными деталями и сварить их, к примеру, УОНИ 13/55 и АНО-21 с сечением от 3 до 5 мм.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.

Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Еще по этой теме на нашем сайте:
- Под словом сварка общепринято понимать технологический процесс, где в результате нагревания устанавливается межмолекулярная и межатомная связь между частями. Таким образом, соединяются непосредственные материалы. В основном…
- Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики…
- Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой…
- Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.
 Инверторный сварочный аппарат
Инверторный сварочный аппарат
Что такое ручная дуговая сварка?
рис.1
Процесс ручной дуговой сварки состоит в том, что с помощью инвертора или трансформатора образуется электрическая дуга между кончиком электрода и поверхностью металла. Повышенная температура плавит металл и электрод, способствуя сплавке материалов. (рис. 1) Место, где металл соединяется с электродом, называется сварочной ванной. Стандартные размеры ванны:
- ширина 7-15 мм;
- длина 10-32 мм;
- глубина 5-6 мм.
Параметры сварочной ванны условны и зависят от разных факторов: режима сварки, формы краев свариваемых изделий, скорости движения электрода и других.
При расплавлении электрода, его покрытие образует защитный газовый слой, который не даёт прогорать металлу, а также защищает от воздействия кислорода. Образуется сварочный шов, покрытый слоем шлака. Шлак впоследствии удаляют с помощью молотка сварщика.
Ручная дуговая сварка очень популярна благодаря преимуществам:
- доступность;
- доступные расходные материалы и оборудование;
- не требует переналадка оборудования для сварки разных материалов;
- хорошее качество шва.
Виды инверторов на современном рынке
, представленные на современном рынке, можно разделить на два основных типа.
Бытовые
Такое устройство, как бытовой инвертор, предназначено для выполнения периодических сварочных работ. Стоят эти аппараты недорого, но эксплуатировать их можно время от времени, для интенсивной ежедневной работы они не предназначены. Оптимальными такие инверторы являются в том случае, если вам иногда необходимо выполнять несложные и непродолжительные сварочные работы. Большинство подобных устройств производится в Китае.
Профессиональные
Такое оборудование предназначено для ежедневного многочасового использования, его конструкция изначально рассчитана на активную эксплуатацию. Стоимость этих инверторов, естественно, достаточно велика, но она адекватна их качественным характеристикам.
На рынке также представлены полупрофессиональные инверторные устройства, находящиеся по своим техническим характеристикам и стоимости между бытовым и профессиональным оборудованием. Кроме вышеперечисленных типов, существуют универсальные устройства, которые также называют комбинированными. Универсальность их состоит в том, что с их помощью можно выполнять сварку по различным технологиям. Такое инверторное оборудование из-за своей широкой функциональности также относится к категории профессионального.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Процесс сварки нержавейки инвертором в домашних условиях
Перед свариванием нержавейки инвертором в домашних условиях проводится подготовка соединяемых заготовок в следующем порядке:
- С поверхности возле стыка удаляется грязь и мусор, наждачной бумагой или щеткой с металлическим ворсом зачищается до блеска.
- Место соединение обрабатывается растворителем, чтобы удалить жир. Иначе он нарушит стабильность дуги.
- При соединении заготовок толщиной более 4 мм с кромок снимают фаски под углом 45⁰ для лучшего заполнения стыка расплавленным металлом.
- Чтобы брызги не прилипали к прилегающим поверхностям, их обрабатывают водным раствором мела.
- Для компенсации температурного расширения свариваемых заготовок между ними оставляется промежуток 1 — 2 мм.
- Сварку нержавейки толщиной до 1 мм выполняют без зазора.
- Для предотвращения перегрева металла в месте соединения заготовки кладутся на алюминиевые или медные пластины.
- Детали толщиной больше 7 мм предварительно нагревают до 150⁰C, чтобы уменьшить перепад температур в начале сварки.
- Для удаления влаги и улучшения свойств покрытия электроды перед применением прокаливают помещая в печь. В случаях, когда работа выполняется срочно, допустим прогрев газовой горелкой.
Сварку постоянным током проводят на обратной полярности. Соединение выполняется короткой дугой со скоростью большей, чем для обычной стали. Электрод ведется вдоль шва без поперечных движений. Его наклоняют под углом 40 — 60⁰ в сторону, удобную для удержания. Из-за большого сопротивления электрическому току и плохой теплопроводности нержавейки электроды сгорают быстрей, чем на черных металлах. Это явление становится неожиданностью для начинающих мастеров. Шов завершают «замком», который предотвратит образование трещин и свищей. Сварочную ванну сдвигают на поверхность заготовки или возвращают немного назад. Не меняя положения электрода, гасят дугу. Так как сварить нержавейку большой толщины за один проход не получится, операцию повторяют несколько раз до полного заполнения стыка.
После окончания сварки следует подождать, чтобы место соединения остыло. Нельзя обрызгивать его водой, так как это приведет к появлению микротрещин. Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
После ознакомления с приведенными рекомендациями ответ на вопрос: «Можно ли инвертором сваривать нержавейку?» очевиден. Однако это не значит, что у новичка с первого раза получится выполнить надежное соединение. Для наработки навыков придется потренироваться на ненужных обрезках, лучше под руководством наставника.
Основные правила сварки инвертором
Перед тем, как приступить к работе, необходимо провести подготовку. Для этого:
- Освободите рабочее пространство — уберите лишние предметы, и в первую очередь — легковоспламеняющиеся материалы и жидкости.
- Обеспечьте себе нормальное освещение для работы.
- Подготовьте все необходимые материалы для сварки и инструменты.
- Проверьте правильность подключения кабелей, их целостность и надёжность соединения, что особенно актуально при использовании удлинителей.
- Размотайте и расправьте сварочные кабели, подключите к гнёздам инвертора.
- Разложите свариваемые детали, проверьте правильность соединений и желательно — закрепите их в тисках.
После того, как всё готово, можно приступать к работе:
- Наденьте защитные средства и приготовьте маску.
- Присоедините зажим со знаком «+» к одной из свариваемых поверхностей.
- Вставьте электрод в держатель.
- Проверьте подключение аппарата к электросети — не нажимайте до этого момента клавишу подачи электропитания.
- Обмотайте предплечье кабелем — чтобы в процессе сварки кабель не болтался (это может отразиться на качестве шва).
- Включите подачу электропитания и подождите 20 секунд. После этого аппарат будет готов к работе.
- Поднесите электрод к месту предполагаемого шва, наденьте защитную маску и разожгите дугу.
- Сформируйте сварочную ванну и шов.
По завершении сварочных работ сделайте следующее:
- Уберите руку с держателем и прервите образование электрической дуги.
- Выключите аппарат и отключите его от электросети.
- Подождите, пока шов остынет, и проконтролируйте качество шва лёгкими постукиваниями.
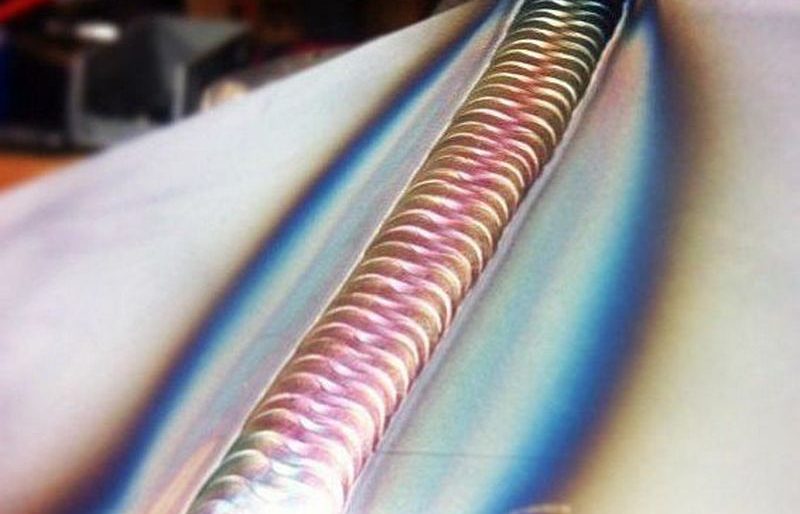
Обратите внимание! Шов в идеале должен представлять на себя ряд «чешуек», которые частично накладываются одна на другую. А также стоит уделить внимание технике безопасности
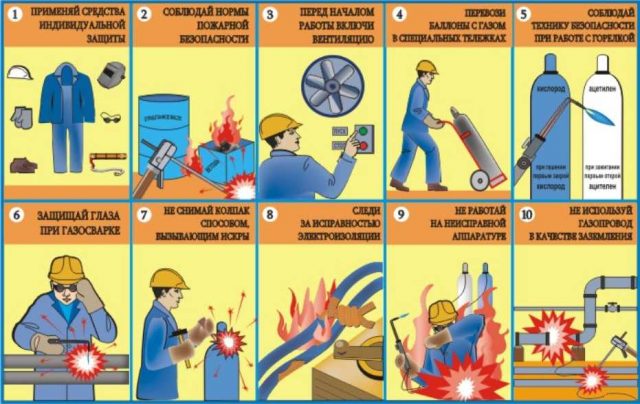
Чтобы не навредить своему здоровью во время сварочных работ, придерживайтесь следующих правил:
А также стоит уделить внимание технике безопасности. Чтобы не навредить своему здоровью во время сварочных работ, придерживайтесь следующих правил:
- Не работайте в помещениях с высокой влажностью, а также под открытым небом во время осадков.
- Варите в полной защитной экипировке — костюме, обуви, маске и перчатках.
- Освободите пространство. Вблизи рабочего места не должно быть легковоспламеняющихся и взрывоопасных материалов.
Контролируем дуговой промежуток
На начальных этапах обучения сварке очень важно выработать навык правильного формирования дугового промежутка. Дуговой промежуток — это термин, которым обозначается небольшой промежуток между электродом и провариваемым металлом
Научившись регулировать длину дуги, можно обеспечить качественный результат. Дуги бывают 3 видов:
- Короткая дуга — около 1 мм. Шов должен получиться выпуклый. На том месте, где шов соединяется с металлом, может появиться дефект (подрез). Это маленькая канавка, параллельная шву, которая уменьшает его прочность.
- Нормальная дуга — нормальной считается дуга, ширина которой не превышает 3 мм.
- Длинная дуга — довольно трудна в исполнении и стабилизации. Дуга плохо защищена от воздействия воздуха и атмосферы, хуже прогревает металл, и шов получается неглубокий.

Формируем правильный сварочный шов и не допускаем дефектов
Качество шва при сварке — это навык, вырабатываемый с опытом. Кроме придавливающих движений по кромке сварки, мастер должен выполнять поперечные движения — для обеспечения качественного провара. Если металл тонкий и его толщина не превышает 4 мм, то поперечных движений выполнять не стоит. Чтобы получить плоский шов, нужно наклонять электрод под разными углами.
- Углом вперёд — используется при работе с тонкими пластами металла, так как шов получается широкий, но мелкий.
- Углом назад — используется при работе с плотными пластами металла, так как материал прогревается и проплавляется глубоко. Шов глубокий, но узкий.
К распространённым дефектам и проблемам при сварке инвертором у новичков можно отнести:
- Подрез — возникает в тех случаях, когда плавящегося металла не хватает, чтобы заполнить ванную. Избежать этого дефекта можно только тщательно контролируя толщину образовываемой ванной.
- Невозможность управлять ванной — дефект возникает, если сварщик по незнанию наклоняет электрод слишком сильно.
Что такое прямая и обратная полярность при сварке инвертором
В зависимости от порядка подключения, существует два вида сварки:
- Прямая полярность — электрод подведен к «-», а свариваемый металл — к «+». Зона плавления узкая, но в то же время глубокая. Подходит для толстого металла.
- Обратная полярность — электрод подключён к плюсу, а металл к минусу — зона плавления широкая и неглубокая. Применяется для тонкого металла.
https://youtube.com/watch?v=GrVBaIZ3ddE
Подготовительные работы перед инверторной сваркой
Подготовьте помещение или место проведения сварочных работ. Оно не должно быть завалено посторонними предметами, препятствующими свободному движению начинающего сварщика. Около места выполнения сварки с помощью инвертора не должно быть присутствия легковоспламеняющихся предметов, а также взрывоопасных и огнеопасных веществ.
В целях безопасности не рекомендуется выполнять любые сварочные работы в период заморозков, в дождливую погоду (если не предусмотрен навес или закрытое помещение). Следует избегать использования инверторного аппарата в пыльных помещениях, не выполнять сварку инвертором возле металлической стружки. Для увеличения срока эксплуатации и работоспособности аппарата для сварки следует на всем сроке регулярно проводить очистку внутренних деталей инвертора пылесосом.
До подключения инверторного аппарата в электросеть необходимо заранее уточнить характеристики и свойства сети. Подобные действия позволят избежать возникновения короткого замыкания или перегрева проводки. Большинство современных инверторных устройств для сварки работают от бытовой сети 220 В, однако есть модели, которым необходима сети от 380 В
Изучите внимательно инструкцию по эксплуатации.
Выбор электродов определяется типом металла (сталь, латунь и т.д.) и его толщиной, а также диаметром стержня и характеристиками самого инверторного устройства.
Обращайте свое внимание на выбор проводов, соединяющихся с основным проводом при помощи зажимов. Их стоит подбирать, ориентируясь на толщину выбранного электрода и силы тока
Не забудьте приобрести щетку со стальными щетинами для зачистки поверхности под сварку и небольшой молоток для выравнивания уже готовых сварочных швов.
Подготовьте все необходимую экипировку для безопасной работы в процессе сварки: сварочную маску со светофильтром, одежду из плотной ткани, обувь на резиновой подошве и холщовые перчатки. Обратите внимание, чтобы на маске не было царапин на защитном стекле или загрязнений светофильтра. Это может привести к нарушению техники безопасности и как следствие причинению вреда здоровью человека во время сварки.
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Выполнение сварочных работ
Для того чтобы правильно варить инверторным сварочным аппаратом, необходимо подобрать силу тока и марку электрода. Эти параметры определяются толщиной металла, который необходимо соединить.
Электрод устанавливается в специальный держак. Не следует подносить электрод быстро к поверхности. Это может привести к залипанию, то есть электрод прилипнет к металлу, и производить дальнейшую сварку будет невозможно. Клемму массы навешивают на поверхность, на которой выполняется сварка.
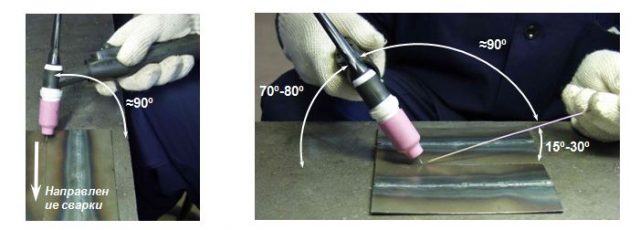
Далее необходимо разжечь дугу. Для этого электрод под определенным углом подносят к металлической поверхности, 2-3 раза им прикасаются до нее. Тем самым происходит активизация сварочного электрода и образуется дуга. Оптимальное расстояние от кончика электрода до свариваемой поверхности, когда дуга будет держаться всегда в необходимом размере, является равным диаметру самого электрода. На этой высоте желательно удерживать электрод на протяжении выполнения всего шва. Далее электродом ведут по месту стыка. Шов образуется наплавлением металла.
Нельзя быстро вести электрод по стыку свариваемых поверхностей. Это связано с тем, что:
- Снижается качество шва, то есть наплавление металла будет неравномерным.
- Гаснет дуга между поверхностью сварки и электродом. Новый ее розжиг может привести к излишнему наплавлению или прожигу.
Если в процессе выполнения работы образовались окалина и излишки наплавленного материала, то их необходимо убрать. Это делают при помощи молотка или другого металлического инструмента.
Сварочный шов необязательно может быть сплошным. Если необходимо его прервать, то электрод поднимают выше. Так происходит разрыв дуги, и процесс выполнения шва останавливается. Далее дугу разжигают на новом месте, и процесс продолжается.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм
Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
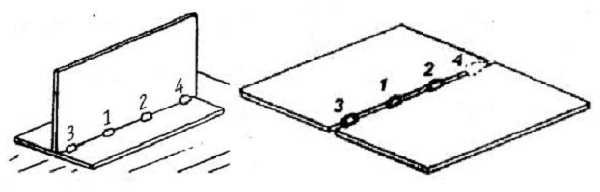
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)
рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).
рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)
рис.6
Сварка инвертором – краткое руководство пользования
Существует определенный алгоритм того как варить инверторной сваркой, проверенный не одним профессиональным сварщиком инверторного устройства.
Выполняйте действия в строго установленной последовательности:
- Поставьте инвертор на ровную поверхность и проверьте заземление (помимо сварочного провода должен к инвертору должен быть подключен провод заземления).
- Включите инверторный аппарат и выставьте сварочный ток (характеристики тока подбираются согласно плотности металла и толщины электрода.
- Возьмите выбранный вами электрод и вставьте его в держатель первого провода (клеммы).
- Закрепите зажим (клемму) другого провода к обрабатываемой поверхности металла.
- Выполните розжиг дуги с помощью касания любого из двух способов: легким постукиванием по поверхности металла или «чирканьем» напоминающим процесс розжига обычной спички.
- Без резких колебательных движений водите зажженной дугой по металлу под углом примерно 50-70 градусов.
- Сварочную дугу необходимо выдерживать на расстоянии 3-5 мм от обрабатываемой поверхности, сохраняя его на протяжении всей длины шва. В противном случае вы получите неровный сварочный шов.
- Удалите молотком лишнюю стружку на стыке сварочного шва и при необходимости «зачистите» специальной щеткой.
Если следовать данной инструкции в результате можно получить качественный шов и крепкую сварку деталей.
Полезный совет: профи советуют кабель держателя обмотать вдоль предплечья и прижать локтем руки к телу. В таком положении руки останутся свободными и позволят не испытывать усталости от долгого пребывания непривычной позы для новичка.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.