Электросварка для начинающих: нюансы сварочных работ и разбор основных ошибок
Содержание:
- Перечень материалов и инструментов
- С чего начать подготовительный этап?
- Азы электродуговой сварки
- Фиксация
- Способы сварки
- Полярность при сварке инвертором
- Процессы при сварке
- УФ-клеи от мировых производителей
- Сварка инвертором в различных пространственных положениях
- Работа аппаратом дуговой сварки
- Технология сварочных работ
- Правильная техника сварки с помощью полуавтомата
- Нож своими руками
- Ремонт в праздничные дни
- Освещение в большой кухне
- Варим, режем
- Двери для ванной и туалета: какие лучше выбрать
- Советы как научиться варить электросваркой самостоятельно
- Разновидности сварных швов и соединений труб
- Виды электросварки
- Как сварить вкусные макароны?
Перечень материалов и инструментов
С чего начать подготовительный этап?
приобрести необходимое оборудование
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите
Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
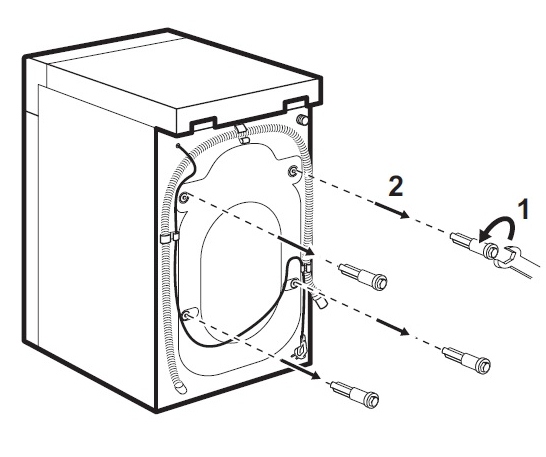
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.

Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Фиксация
Перед тем, как сваривать металл, необходимо надежно зафиксировать соединение. Это будет служить гарантией того, что при процессе не произойдет их сдвига друг относительно друга. Надежную фиксацию обеспечит выполнение прихваток. Прихватками называются швы небольшой длины, ось которых расположена перпендикулярно оси шва, то есть их выполняют поперек соединительной линии изделий.
Существует ограничение, касающееся размера сечения прихваток. Оно заключается в том, чтобы оно не превышало половину ширины пролагаемого шва. Длина одной прихватки должна быть не более двух сантиметров. Величина шага, то есть расстояние между двумя прихватками, зависит от толщины изделий. Если выполняемый шов имеет небольшую длину, то допускает точечное соединение на его краях. Выполнение прихваток происходит за одно прохождение.
Прихватки после выполнения работы можно удалять или оставлять, если они не мешают. Перед тем, как начать делать прихватки, надо сделать очистку поверхностей, не уступающую той, которая выполняется для шва.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
-
Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. -
Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. -
Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
-
Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. -
Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. -
Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. -
Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Полярность при сварке инвертором
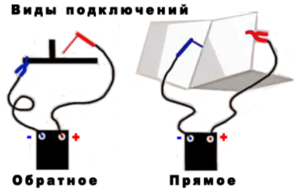
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.
Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
УФ-клеи от мировых производителей
Изобретение разнообразных клеящих веществ — настоящее искусство, которое базируется на законах физики и химии. Новейшие разработки в этой сфере подарили мастерам стекольного производства высокоэффективный прозрачный УФ-клей для стекла. Линейка данных препаратов стала настоящим открытием и вывела стекольное производство на новый уровень.
Интересно, что на заре данного открытия назначение ультрафиолетовых клеев не имело никакого отношения к обработке и склеиванию стеклянных полотен. Первоначальный замысел разработчиков сводился к тому, что чтобы использовать данные вещества в качестве заливочной массы на электронном производстве. Однако эксплуатационные характеристики инновационных клеев оказались более актуальными для стекольщиков.
Им часто приходится осуществлять склейку типа стекло/стекло или стекло/металл. Эксплуатационные качества клея проявили себя с лучшей стороны. Клей стекло и металл соединяет настолько прочно, что конструкция обретает способность сопротивляться механическому и агрессивному химическому воздействию.
Самыми востребованными на рынке являются клеящие составы от английских, итальянских и немецких брендов:
УФ-клеи от этих производителей соединяют стекло с металлом и с другими материалами. Высокие эксплуатационные свойства УФ-клея допускают также соединение фрагментов из дерева и камня.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения
Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени
Работа аппаратом дуговой сварки
Сварочные работы требуются всегда и везде, их востребованность постоянно высока, но при этом и требования к качеству работы нисколько не снижаются.
Технология ручной дуговой сварки.
Самым распространенным способом является ручной дуговой способ сварки, его еще называют сваркой штучными элементами.
Для того чтобы узнать все секреты варки, необходимо пройти специализированное обучение или как минимум ознакомиться со специальной литературой. Если вы решились освоить данную область умений, то требуется выработать четкие и безотказные реакции и алгоритмы навыков. Это необходимо, прежде всего, для вашей собственной же безопасности, и лишь во вторую очередь для качества работы.
Начинаем приобщение с изучения техники безопасности. Для сварщика она начинается с соответствующего снаряжения — специальная роба (сюда входит куртка и штаны из плотной ткани, способной защитить от попадания на кожу искр и капель раскаленного металла) и защитная маска сварщика с затемнением не меньше чем в 10 единиц, которая надежно защищает глаза от воздействия мощного ультрафиолетового излучения электрической дуги.
Для сварочных работ потребуются клеммы заземления.
Для проведения сварочных работ понадобится следующее оборудование: сварочный инвертор, клеммы заземления, электродный держатель, сами электроды нужного типа и те металлические элементы, которые нуждаются в соединении.
Теперь переходим собственно к самой сварке. В оборудование, необходимое для варки металла, входят зажимы с проводом, которые нужны для обеспечения заземления свариваемого металла, этот зажим попросту цепляют к обрабатываемой детали.
Сварочный инвертор должен быть установлен на тот режим подачи электротока, который подходит к имеющейся разновидности электрода. Выбор электрода — очень важный момент, всегда старайтесь выбирать специализированные модели. Для каждого металла, вида поверхности, типа работ и их объема имеются свои особые электроды, и замена их на первые попавшиеся в лучшем случае затруднит вам работу, а в худшем — полностью испортит заготовки.
Те части металлических деталей, которые требуется соединить, необходимо зачистить щеткой по металлу или шлифовальным диском.
Саму соединяемую деталь необходимо надежно зафиксировать, лучше всего в специальных тисках.
Техника сварки электродом.
Начинаем главный процесс
Проведите осторожно по металлической поверхности электродом, касание легкое и недолгое. Если инвертор настроен правильно и все подсоединено в должном порядке, то появится целый фонтан искр
После этого переходите к сварке. Поднесите инструмент к точке сваривания, добейтесь касанием появления искр и отодвиньте электрод на 3 мм, между кончиком электрода и деталью должна появиться электродуга, которую ни с чем не спутаешь. Ваша задача — не дать погаснуть этому маленькому солнцу, а для этого необходимо соблюдать указанную дистанцию, малейшее отклонение приведет к потере электрической дуги. Медленно ведите дугу по линии необходимого соединения металлических деталей, на месте стыка должен образоваться аккуратный шов из раскаленного металла.
Тренировки проводите на ненужных металлических деталях, используя различный металлолом. И только уверившись в своих силах, можно переходить на настоящие элементы и конструкции, которые необходимо сварить.
Все довольно просто, и любой желающий может выполнить все эти действия довольно легко, а опыт — дело наживное.
Технология сварочных работ
процесс крепления металлов
Объемы ванны зависят непосредственно от формы краев соединяемых поверхностей, режима сварки, положением изделий в пространстве, скорости движения электрода, и т. д. и составляет в ширину 7-15 мм, глубиной около 5 мм и длиной 11-32 мм.
Сгорать от повышенной температуры металлу не позволяет газовый слой, который образуется при расплавке обмазки электрода, он полностью вытесняет кислород из участка плавления. После удаления сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, его после охлаждения удаляют.
Основные преимущества электродуговой сварки:
- доступность;
- возможность варки разных материалов без переналадки устройства;
- хорошая производительность;
- доступные расходные материалы;
- отличное качество шва.
К минусам этого метода можно отнести необходимость подготовки свариваемых краев и непременное наличие электричества.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
-
Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
-
Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
-
Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. -
Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. -
Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Нож своими руками
Многие профессионалы не признают покупной инструмент и предпочитают работать тем, который изготовили своими руками. В этом есть смысл, ведь каждый нож, каждая стамеска идеально подгоняется под руку мастера. Таким инструментом удобно работать, не устает рука, легко контролировать нажим.
Это разумный подход. Имея опыт работы с металлом и хорошую сталь, можно заняться изготовлением универсального богородского ножа для резьбы по дереву или ножа-топорика. Для этого можно использовать сломанное полотно от механической ножовки толщиной 2 мм. Из инструмента достаточно мощного электрического точила.
На заготовку переносят очертания лезвия и осторожно обрабатывают ее по контуру. В процессе работы заготовку необходимо периодически остужать, окуная ее в емкость с водой
Человеку, знакомому с деревообработкой, изготовить рукоять не составит особого труда. Идеальную рукоять можно сделать по слепку, полученному из пластилина, зажатого в руке. Деревянный брусок подходящего размера размечают, зажимают в тиски. С помощью ножовки (лучше использовать ножовку по металлу) удаляют лишнее. Для окончательной доводки используют рашпиль и наждачную бумагу.
Рукоять насаживают на лезвие. Для долговечности ее пропитывают льняным маслом или покрывают несколькими слоями лака. Остается только заточить самодельный нож и можно приступать к работе.
Изготавливать инструмент своими руками или покупать готовый – решать самому мастеру. Пожалуй, набивать руку лучше инструментом из магазина, а уже позже, набравшись опыта, можно делать себе инструмент самостоятельно.
Ремонт в праздничные дни
Стоит вспомнить про форс-мажорные обстоятельства. К примеру, в Законе «О тишине» для Москвы указано, что его действие не распространяется на ликвидацию аварий, предотвращение нанесения ущерба и т. д. Проще говоря, если в результате бездействия вред будет большим, чем просто шум – работать можно.
Вот лишь самые распространённые ситуации:
- Ликвидация чрезвычайного происшествия (прорвало трубопровод, канализацию, отопительную систему).
- Восстановление инженерных сетей (в том числе воздуховодов, электроснабжения).
- Аварийные работы, связанные с укреплением зданий и сооружений.
К экстренным работам можно отнести и замену замков, входных дверей, оконных рам и стеклопакетов, радиаторов. Вместе с тем, наличие уважительных причин для шума не лишает права административный орган составить протокол.
Если возникла необходимость провести работы в выходной день, лучше всего договориться с соседями заранее, во избежание конфликтов. Обговорите время удобное не только для вас, но и для них.
Освещение в большой кухне
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Двери для ванной и туалета: какие лучше выбрать
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
https://youtube.com/watch?v=tf5-uJ_pn-o
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Виды электросварки
Чтобы понять основы электросварки, нужно разобраться в сути самого процесса. Соединение металлических элементов происходит в результате локального расправления под воздействием высоких температур. Создаётся дуга, которая расплавляет металл, затем готовая конструкция остывает, становится прочной, цельной.
Создать дугу можно двумя способами:
- на постоянном токе;
- на переменном токе.
Для сварки постоянным током используются инверторы. Они создают дугу со стабильными электрическими параметрами, что упрощает процесс сварки:
- формируется ровный однородный шов;
- не разбрызгивается металл.
Многие инверторы имеют стандартные предустановки, оснащенные защитными функциями, которые позволяют контролировать текущие параметры. Они могут использоваться новичками или профессионалами.
Для сварки на переменном токе необходимо применять трансформаторы. Их преимущества: высокая мощность, неприхотливость к параметрам сети. Но при этом у них большой вес, высокий уровень шума. Кроме того, они могут создавать помехи в электросетях.
Как сварить вкусные макароны?
В этом вопросе стоит прислушаться к итальянцам – ценителям этого продукта и искусным умельцам его приготовления. Соблюдать стоит такие советы:
- Формулой вкусного, правильно приготовленного блюда они считают 1 л:100 г:10 г. Это значит, что на 100 г сырья нужно использовать 1 л воды и порядка 10 г соли;
- Обязательно следуйте рекомендациям, касающимся времени варки, которое указано на упаковке. Например, говоря о том, как варить макароны твердых сортов, достаточно 5-7 мин., чтобы довести их до готовности. Но, если они изготовлены из муки мягких сортов, достаточно 4-6 мин., а иначе продукт превратится в кашу;
- От употребления последних знающие толк в макаронных изделиях итальянцы рекомендуют и вовсе отказаться;
- Когда паста отправлена в кипящую жидкость, кастрюлю, в которой она варится, следует накрыть крышкой. Необходимо это для того, чтобы как можно быстрее восстановить кипение воды, которое приостанавливается при закладывании в нее основного ингредиента. Огонь при этом нужно сделать максимальным. После повторного вскипания огонь уменьшается до среднего, а крышка снимается;
- Еще один совет, касающийся того, как правильно сварить макаронные изделия, гласит, что промывать их вовсе не обязательно, особенно если вы используете качественный продукт. Достаточно дать излишней влаге стечь, используя дуршлаг. Но, если вы планируете добавить в блюдо какой-либо соус, небольшое количество жидкости следует оставить, чтобы оно как следует пропиталось добавкой и равномерно с ней соединилось.