Кузнечное оборудование: станок для холодной ковки своими руками
Содержание:
- Может быть, вам нужен пуансон? Главные понятия
- Черный цвет бетона на основе максимально допустимого количества вводимого пигмента и черной сажи
- Дизайн кухни со встроенной техникой
- Стили и элементы узоров: фото художественной ковки
- Как сделать самодельные приспособления для ковки железа
- Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
- О соединении элементов и покраске
- Оборудование для холодной ковки
- Какую схему деформирования выбрать
- Особенности размещения
- Делаем улитку с рычагом
- С чего начать
- Цветовые модели и синтез цветов
- Разновидности и назначение станков для ковки
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие «холодная ковка» в привычном значении в корне неверное, читайте внимательно, разъясняем.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Черный цвет бетона на основе максимально допустимого количества вводимого пигмента и черной сажи
Ранее черный цвет бетона был получен только один раз – при отливке ажурной бетонной решетки из цветов.
Тогда использовались две дозировки черного пигмента (минимальная и максимальная) – один и пять процентов.
При этом полученный черный цвет (даже при максимальной дозировке) назвать черным очень трудно. Он скорее напоминает старый серый асфальт. А хотелось бы получить черный бетон, похожий на только что уложенный асфальт (или асфальтобетон).
Некоторое осветление черному цвету бетона дала используемая в составе белая полипропиленовая фибра. Кроме этого часть черного цвета съела добавка белого цемента.
Поэтому для чистоты эксперимента не будем использовать эти компоненты. А для компенсации потери прочности вместо цемента марки М400 применим марку М500. Дозировку черного пигмента оставим максимальной (5%).
Так была сделана первая отливка.
Во второй отливке в смесь дополнительно было введено 5% черной сажи.
В третьей отливке присутствовало уже 10% сажи.
После выемки отливок из форм самой грязной была последняя.
Все плитки были вымыты и высушены.
На фото можно их увидеть в том же порядке сверху вниз.
И второе фото – слева направо.
На фото видно, что у последнего камня поверхность наиболее неровная.
Когда ее мыли, вода была очень черной от большого количества вымытой сажи. В результате поверхностный слой потерял окрашивающее вещество. Оголился песок. Это привело к осветлению и потери ровности поверхности.
Дизайн кухни со встроенной техникой
Представить современную жизнь без бытовой техники или электроприборов очень сложно. Встраиваемая техника для кухни, это гармоничный вариант размещения функциональных приборов под рукой хозяйки и многократное облегчение ее труда. Дизайн кухни со встраиваемой техникой — это прогрессивный подход в интерьерном дизайне. Техника рабочей зоны интегрируется в модули кухонного гарнитура. Места размещения ее производится по желанию хозяев.
Провозглашенный тренд текущего года – минимализм, найдет свое отражение в таком дизайне. От посторонних взглядов будут скрыты все излишества или несовершенства сочетаний предметов домашнего обихода и приобретенной техники. Интерьер всегда будет манить лаконизмом и идеальным порядком.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях.
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными.
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы.
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа.
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
На заметку! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Как сделать самодельные приспособления для ковки железа
Для изготовления разнообразных элементов и изделий достаточно иметь шесть основных приспособлений (ручных или электрических), а именно:
- улитка;
- гнутик;
- торсион (твистер);
- волна;
- фонарик;
- глобус.
Все они без особых проблем изготавливаются своими руками и обеспечивают технологическую подготовку производства холодной ковки заготовок своими руками.

Качественный трубогиб и штамповочные вальцы изготовить самостоятельно весьма затруднительно, поэтому при необходимости выполнения на них технологических операций следует искать другие варианты. Трубогибы можно взять в аренду в пунктах проката. Штамповочные вальцы поискать на соседних предприятиях или пересмотреть технологический процесс с целью пересмотра применяемого оборудования.
Кондуктор
Наиболее актуальным приспособлением в плане изготовления своими руками является кондуктор для улитки. Завитки самый популярный элемент в готовых изделиях холодной ковки. Для их изготовления наиболее часто применяют оснастку в виде неподвижного шаблона (кондуктора), причем индивидуальную под каждый типоразмер завитка. Здесь требуется минимальная номенклатура материалов и типовой инструмент:
- стальной лист толщиной до 10 мм;
- профильная труба 25х45 мм;
- круглые толстостенные трубы диаметром 45 мм и 90 мм;
- стальная полоса 3х40 мм для изготовления формообразующего контура;
- пруток 10х10 мм для усиления конструкции листового шаблона;
- крепежные изделия, штифты;

Самодельный кондуктор
- подшипники;
- специальная вилка для подгибки;
- угловая шлифовальная машинка (болгарка);
- сварочный аппарат;
- шлифовальная машинка для зачистки;
- универсальный слесарный инструмент.
Подробное описание процесса изготовления улитки приводится в отдельной статье.
Размеры шаблонов, лекал
Каждый автор видит готовое изделие по-своему. Поэтому существует множество вариантов завитков и спиралей. Для каждого из них изготавливается собственная оснастка. Размеры шаблонов во многом зависят от габаритов материала из которого изготавливается изделие, количества витков в спирали. Так, например, для прутка 10 мм. расстояние между витками не должно быть менее 12-13 мм. Прутку необходимо свободно проходить в это пространство.
Золотое сечение, завиток Фибоначчи
Гармония пропорций определяет дизайн изделия. Она придает ему красоту и изящество. При выборе контура шаблона для спирали, рекомендуется руководствоваться принципами теории золотого сечения. Для построения спирали можно воспользоваться золотым прямоугольником у которого соотношение сторон равно 1,62 (золотая пропорция). Последовательно увеличивая радиус спирали на величину золотой пропорции получим правильный контур.
С понятием золотого сечения перекликается завиток Фибоначчи. В наборе чисел, который фигурирует в математике под названием ряда Фибоначчи, присутствует золотая пропорция 1,62. Построение этой спирали аналогично принципам золотого сечения. Элементы спирали, выполненные с такой пропорцией, производят впечатление гармонии и совершенства.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Это интересно: Циклоны для очистки воздуха от пыли — виды, изготовление своим руками
О соединении элементов и покраске
Зачастую мастер делает не цельное изделие, а сборные элементы. Методов соединения готовых сборных элементов довольно много. Самым распространённым и надёжным считается сварка. Таким образом, к примеру, можно собрать ворота из металла: ковка отдельных деталей сначала, затем сварка всех элементов.
Другой вариант — хомуты. Здесь детали конструкции соединяют (связывают) между собой металлическими хомутами (скобами). Довольно надёжно, но чаще применяется при горячей ковке.
Чтобы сделать готовое изделие более красивым, презентабельным, уберечь от коррозии, его красят. Для этого подойдут молотковые, кузнечные или МЛ краски. Кисти будет недостаточно, так как у кованых изделий много изогнутых, труднодоступных и невидимых деталей. Стоит приобрести краскопульт, пульверизатор, а также ватные тампоны.
Популярный вид декорирования — патинирование, проще говоря, искусственное состаривание. Придаёт изделию особенную эстетику в стиле ретро. Для этой цели на поверхность наносят специальные окислители, которые придают металлу зеленоватый налёт.
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Какую схему деформирования выбрать
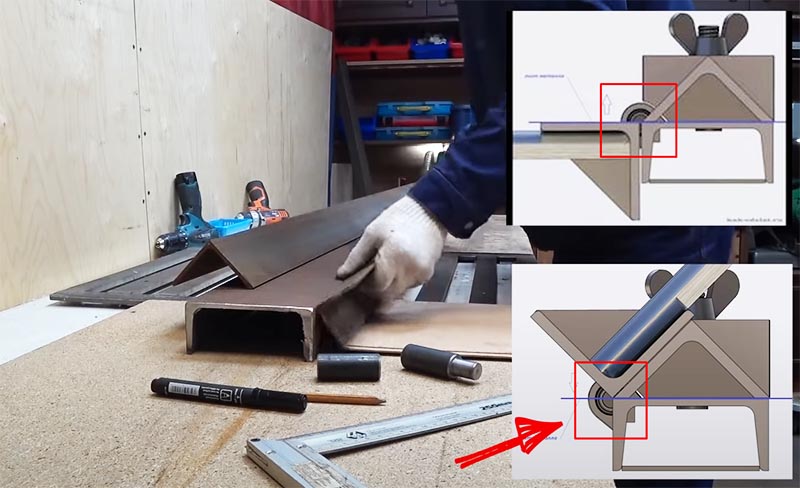
Гибка пластичных металлов в холодном состоянии может производиться тремя основными способами (схемы приведены на рис. 1.а, 1.б):
- Свободной, определяемой только ходом инструмента.
- По упорам, причем как в горизонтальном, так и в вертикальном направлении.
- Вращающимися валками.
Последний способ используется лишь при гибке больших листов металла и в повседневной практике используется весьма редко. К тому же, устройство такого станка, даже простого, потребует много свободного места в домашней мастерской.
Рисунок 1.а — Свободная гибка
Свободная гибка (см. рис. 1.а) применяется чаще. При наличии кузнечной наковальни или тисков для ее реализации нет необходимости в специальной оснастке: достаточно установить полосу или прут в зазор между губками и последовательными ударами молотка получить необходимый угол гиба. Однако, такая технология гибки применима более для чернового гнутья металла, поскольку даже на стальных заготовках ударное приложение нагрузки оставляет на поверхности заготовки нежелательные следы — вмятины или выбоины. Кроме того, фиксированный радиус перехода от вертикально расположенного паза наковальни или зазора между губками к основной рабочей плоскости инструмента исключает регулировку радиуса гибки, что часто бывает необходимым. Еще одним недостатком свободной гибки является то, что при этом не учитываются упругие свойства металла заготовки. Речь идет об угле пружинения — упругом последействии материала, которое выражается в самопроизвольном уменьшении первоначально заданного угла гибки. При этом радиус пружинения — параметр, который зависит от материала изгибаемой заготовки. Поэтому он должен учитываться еще до начала гнутья. Ручная же доводка конечного угла «на глазок» не способствует качеству готового изделия, и затрудняет последующую сборку конструкции, в схеме которой присутствуют гнутые элементы.
Рис. 1.б.
Гибка по упорам — наиболее совершенный с технологической точки зрения способ холодной гибки заготовок сравнительно небольшой ширины. Принцип такой гибки заключается в том, что исходную полосу или прут металла размещают в специальном приспособлении, где имеются фиксаторы параллельности расположения заготовки, а также ограничители хода гибочного инструмента. Поскольку такой инструмент может быть сменным, а его ход — сравнительно просто регулироваться, то такой способ холодной гибки в домашних условиях является наиболее целесообразным. Схема способа представлена на рис. 1.б.
Таким образом, для качественного холодного гнутья заготовок потребуется несложное приспособление, называемое гнутиком для холодной ковки. Оно достаточно компактно и может устанавливаться на любой слесарный верстак.
Особенности размещения
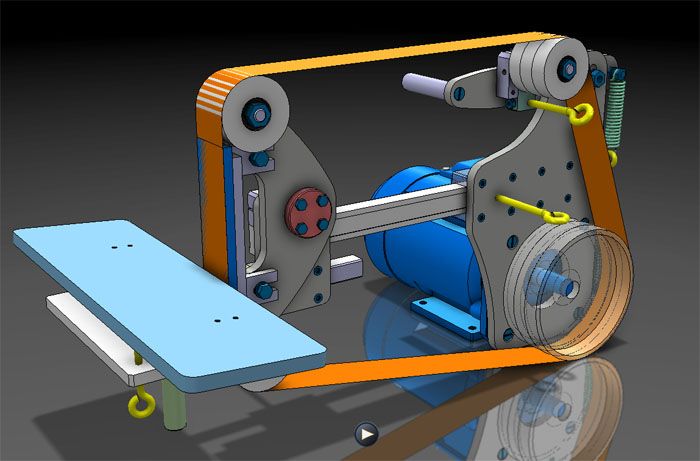
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Улитка простая статичная
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
С чего начать
Автор совершал свои первые шаги без полноценной подготовки, приобретая все необходимое в процессе. Видеоролик посвящен людям, задумывающимся об освоении ремесла холодной ковки и открытии собственного бизнеса. Речь пойдет о необходимости обзавестись отдельным помещением, приобрести набор «помощников» – болгарку, полуавтоматический сварочный аппарат, стол, электрический трубогиб, тиски, устройства для нанесения краски. Рассказано насколько важен каждый из них, что и чем можно заменить, почему на некоторых вещах экономить невыгодно. В завершении мастер скажет пару слов о том, стоит ли рассчитывать на большой заработок.
Цветовые модели и синтез цветов
Ученые «вывели» две основные цветовые модели, позволяющие создать всевозможные тона и оттенки. Синтез цветов подразумевает применение одной из моделей:
- RGB, или аддитивная. Подразумевает наложение световых лучей друг на друга в определенном порядке, с установленной интенсивностью. Основной диапазон цветов вписывается в стандартные (базовые) – красный, синий и желтый. Аддитивный синтез применяется в мониторах, но сделать черный цвет тем же способом, что и остальные, не получится. Черным, согласно RGB, является отсутствие отражения.
- CMYK, или субтрактивная. Все тона получаются при смешивании красок физическим способом. Черный создается путем сложения всех остальных тонов, а белый в данной системе – отсутствие цвета. Эта модель применяется в типографии, ее основные тона – циан (голубой), желтый, маджента (пурпурный).
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.