Гибочный станок для листового металла своими руками
Содержание:
- Обслуживание и техника безопасности
- Виды гибочных станков
- Устройство и принцип работы
- Подготовка материала к работе, чертежи, подгонка
- Как изготовить самодельный листогиб
- Как повысить прочность креплений станка
- Подготовка материалов и инструментов
- С чего начать изготовление листогибочного станка
- Прессы для гибки листового металла
- Что кому?
- С чего начать производство листогиба
- Предварительная сборка
- Гибочный станок для арматуры своими руками
- Гибка металла этапы технологического процесса
- Классификация станков по способу гибки
- Какой материал необходимо подготовить для изготовления листогиба
- Зачем нужен самодельный листогиб
- Классификация
- Устройство и принцип работы
- Разновидности и конструкция гибочных станков
- Ручные листогибы для гибки тонкого листового металла
- 3 Популярное оборудование – обзор востребованных агрегатов
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.

Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
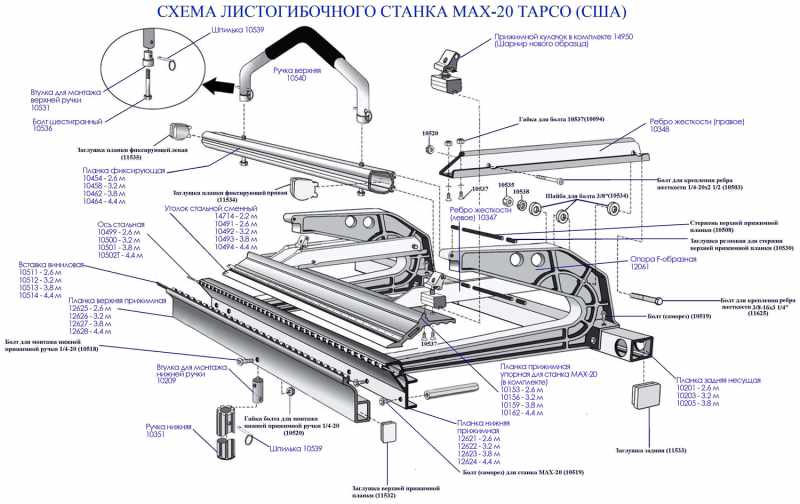
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.

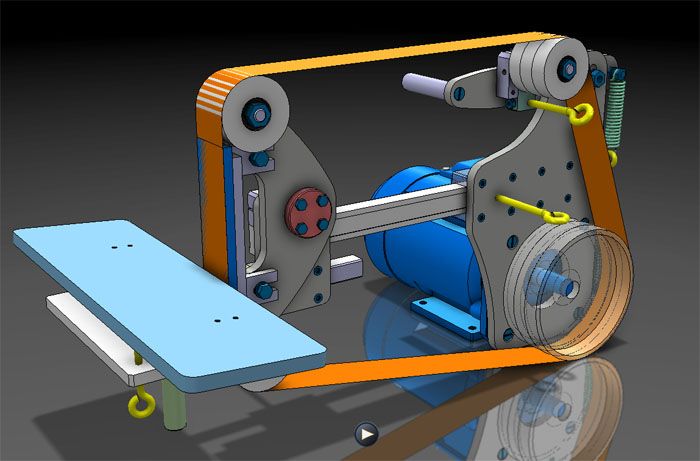
Гибочный станок
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.

Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.

Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.

Гидравлические листогиб
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Устройство и принцип работы
Конструкция листогиба довольна проста: он обустроен на раме прямоугольной формы, сделанной из прочного стального швеллера. На раме располагается прижимная балка и вращающийся по горизонтали пуансон. Схема листогиба с поворотной рамой поможет вам наглядно увидеть принцип его работы. Размещая металлический лист на гибочном станке, его прижимают балкой и устанавливают пуансон, который загибает материал исключительно ровно и под заданным углом.

Характеристика работы листогиба зависит от его конструкции, когда изгиб получается при повороте пуансона либо давлением сверху. Угол изгиба можно контролировать визуально или выставить на станке специальные ограничители по заданным параметрам. На листогибах, снабженных программным управлением, для этих целей по краям изгибаемого листа устанавливают 2 датчика, в процессе изгибания они регламентируют уровень угла сгибания.


Подготовка материала к работе, чертежи, подгонка
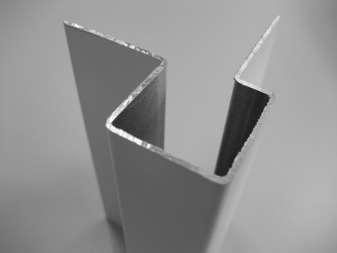
Для начала необходимо представить, как должен выглядеть листогиб и из каких узлов он будет состоять. Основой, конечно же, послужит массивный швеллер. Элементом, который будет отвечать за изгиб, станет стальной уголок. Однако чтобы он двигался в нужной плоскости, необходимо правильно расположить петли. Они врезаются внутрь швеллера и уголка, что позволяет расположить эти элементы в одной параллели. Как это должно выглядеть, можно понять из чертежей, которые представлены на фото ниже.
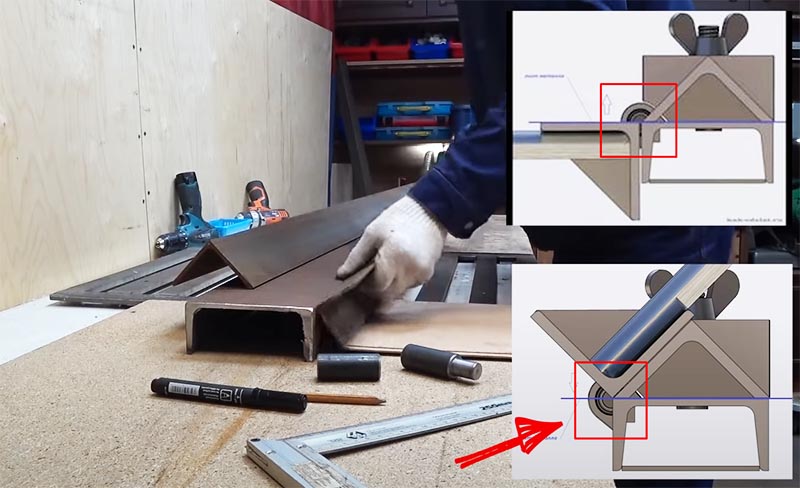 ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах. Однако траверсный листогиб вполне реально изготовить самостоятельно
Требуется точность разметки и терпение
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
 |
 |
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
4 метра стального уголка, сторона – 50 мм;
Шаровая опора для автомобиля, с кронштейном для крепления;
Тяга стабилизатора от него же, диаметром 10 мм;
Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.

Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.

Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма

Тщательно измеряем и размечаем на уголке выборку для крепления оси.


Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Пассатижи и плоскогубцы – отличие и сходство инструмента

Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.

В результате должна получиться конструкция, с идеальной соосностью в торцах.

Приставляем уголки друг к другу.

Делаем разметку выборки на втором уголке строго напротив осей первого уголка.

Углы относительно друг друга должны быть расположены следующим образом:

Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.

Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.

Прижимной уголок будет располагаться следующим образом:

Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке

Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.

В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.

Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.

Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Самодельный трубогиб, как изготовить в домашних условиях

Рукояти привариваем с нижней части поворотного уголка (траверсы).

Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.

Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.

Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).



Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).


С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.

Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
https://youtube.com/watch?v=iwmvtU0F0BU
Гибочный станок для арматуры своими руками
Если вы будете проходить мимо какой-нибудь стройки с бетонными конструкциями, обратите внимание на оборудование этой стройки. Там обязательно будет присутствовать ручной или механический гибочный станок для арматуры
Хрупкий по своей природе бетон без арматуры никак не обойдется, это самое простое и эффективное средство укрепления любых строительных элементов, выполненных из бетона. По строительным стандартам все угловые бетонные конструкции должны быть сделаны не просто с гнутьем, а с перехлестом в каждую сторону не меньше, чем на 0,8 метра.
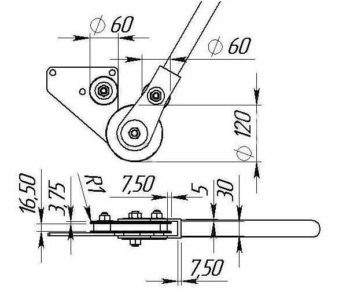
Схема станка для гибки.
Принцип работы любого гибочного аппарата для арматурных прутьев абсолютно одинаковый: прут фиксируется между двумя роликами, а затем сгибается под углом с помощью третьего ролика. Радиус изгиба может требоваться разный, он регулируется упорным валом. Это касается ручного варианта станка.
Главный элемент гибочного станка с механическим приводом – это диск с «пальцами», который вращается и закручивает прут, закрепленный между пальцами. Работать на таком приспособлении приятно: уложить аккуратненько в зазор между пальцами пруток и начать вращать диск. Прут начинает изгибаться вокруг центральной точки.
На рынке предлагается аппараты для гибки арматуры разного типа, на любой вкус и кошелек. Они просты и доступны. Но арматуру можно гнуть и с помощью элементарного трубогиба, который легко сделать самостоятельно.
Гибочный станок для арматуры своими руками ограничен единственным фактором: диаметр прутка не должен превышать 10 – 14 мм. Высокая производительность также не про самодельный станок, об этом нужно помнить.
Самодельный станок для гибки арматуры – великолепный способ сэкономить время и деньги во время строительных работ.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
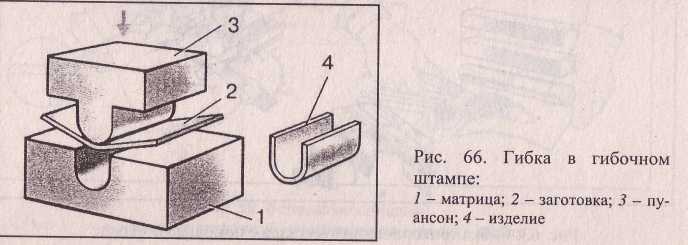
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Классификация станков по способу гибки
- прессы;
- поворотные;
- ротационные.
Промышленное гибочное оборудование, в большинстве случаев, принадлежит к первому типу. Гидравлические и пневматические прессы очень производительны и способны выполнять широкий спектр операций, кроме собственно гибки листа, они могут перфорировать металл, изготавливать штампованные детали.
Для мелкосерийного производства используются электромеханические и механические прессы, где для привода используются валы вращения и кривошипно-шатунные механизмы.
Основные части пресса:
- станина;
- привод;
- движущаяся вертикально траверса;
- пуансон;
- матрица;
- устройство компенсации прогиба основания;
- механизмы управления, контроля и измерения;
- зажимы для удерживания листа;
- нож для горизонтальной резки заготовок.
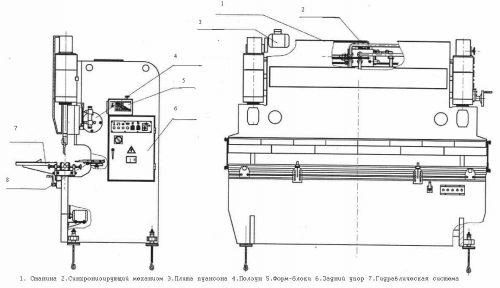 Схема основных частей пресса листогиба
Схема основных частей пресса листогиба
Листогибочный станок с поворотным механизмом — один из самых удобных. Механический листогиб может работать со сталью толщиной до 1,5 мм, нержавейкой, цветными металлами всех видов без предварительного подогрева. Роль рабочего механизма выполняет поворотная балка, закрепленная в передней части стола в горизонтальном положении на уровне стола.
Лист укладывается на горизонтальный стол и прижимается неподвижной балкой. Передняя грань балки расположена под тупым углом к плоскости стола (измерение от внешней стороны). Именно этот наклон и определяет величину угла изгиба листа. Обычно он составляет 90-120. После закрепления листа поворотная балка поднимется и загибает металл по всей линии. Размеры заготовки зависят только от ширины рабочего стола. Такое приспособление для гибки листового металла отличается простотой конструкции, высокой производительностью и мобильностью. Кроме того, используя чертежи станков заводского изготовления, можно построить листогиб самостоятельно, увеличив или уменьшив основные размеры соответственно своим потребностям.
Какой материал необходимо подготовить для изготовления листогиба
Основой для подобного приспособления станут стальной швеллер и уголки. На их размерах мы останавливаться не будем по причине того, что здесь каждый будет решать этот вопрос в зависимости от толщины планируемого к обработке металла. Естественно, что чем толще будет лист, тем мощнее потребуются детали для изготовления приспособления.
Что касается инструмента, то здесь ничего нового, всё, что требуется при работе со стальными конструкциями, а именно:
- угловая шлифовальная машина (болгарка);
- сварочный аппарат;
- молоток.
 ФОТО: topobrazovanie.ruБез сварочного аппарата в подобной работе никак не обойтись
ФОТО: topobrazovanie.ruБез сварочного аппарата в подобной работе никак не обойтись
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.

Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.

По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
станок с матрицей, прессом и пуансоном;



Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.

Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.

Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.

По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.

Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
- стол;
- верстак;
- станину.
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.

В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.

Разновидности и конструкция гибочных станков
Чтобы представить, как работает такое оборудование, следует знать, из чего оно состоит.
Конструкция гибочных станков:
- Стол задней поддержки листа предназначен для размещения обрабатываемой детали, которая по нему будет передвигаться в нужном направлении. Кроме этого, на опорах стола располагается резак и сгибатель.
- Роликовый нож обеспечивает рез металла. Он должен быть острым и прочным.
- Передние упоры предназначены для регулировки ширины разреза.
- Деревянная подставка при гибке изделий служит дополнительной опорой.
- Угломер предназначен для точного выставления угла.
- Фиксаторы высоты позволяют регулировать высоту изделия.
Рабочая длина и максимальная толщина обрабатываемого изделия у каждого станка индивидуальна.
Виды гибочных станков
Используемые в промышленности и строительстве конструкции для получения изделий из металла нужной конфигурации и параметров бывают следующих видов:
-
Ручной станок имеет небольшой размер, легко транспортируется и используется для немасштабных работ. С его помощью можно гнуть оцинкованные алюминиевые, стальные, медные листы и детали, покрытые краской и лаком. На таком оборудовании можно работать без специальной подготовки.
-
Механические конструкции работают за счет передачи энергии от маховика, который предварительно раскручивается.
-
Электромеханические станки работают за счет электродвигателя, редуктора, ремней, приводной системы цепей.
-
Гидравлические агрегаты сгибают листы с помощью гидроцилиндра.
-
Пневматический конструктор в своей работе использует пневмоцилиндры. Предназначен он для сгибания покрытых краской листов.
-
Электромагнитные станки используются для изготовления сегментов и коробов. Металлические листы на таком оборудовании сгибаются под действием сверхмощного электромагнита.
-
Мобильные агрегаты компактны, поэтому с их помощью можно обрабатывать необходимые заготовки прямо на месте монтажа. Чаще всего они используются на строительных площадках и в мелкосерийном производстве.
Преимущества и недостатки гибочных станков
Среди неоспоримых достоинств гибки листов металла с помощью специального оборудования можно отметить:
- Высокую прочность готовых изделий.
- Возможность получения необходимого угла без шва.
- Исключение в области сгиба образования коррозии.
- Возможность изготовить цельную конструкцию.
К минусам такого оборудования можно отнести:
- достаточно высокие цены станков;
- трудоемкость процесса при выполнении работы на ручных станках.
Однако эти недостатки конструкций несравнимы с получаемым на выходе высоким качеством изделий.
Ручные листогибы для гибки тонкого листового металла
Для работы с тонким листовым металлом толщиной до 2 мм и металлическими полосами используют ручные листогибы. Ручные листогибы — это самый простой тип гибочных станков, применяемых на производстве для гибки листового металла. В основном ручные листогибочные станки используют для изготовления штучных и мелкосерийных изделий.

Для небольших цехов, производств или строительных площадок, периодически занимающихся гибкой тонкого листового металла, купить ручной листогиб является самым недорогим и простым решением. Почему? Расскажем про основные преимущества ручных листогибов.
Длительный срок службы
Ручной листогиб отличается простой и надежной конструкцией, обычно выполненной из цельносварного стального материала. Состоит ручной листогибочный станок из станины, прижимной и гибочной балок. Благодаря таким особенностям конструкции, ручные листогибы долговечны и при должной эксплуатации могут проработать в течение 10 лет, не требуя капитального ремонта.
Простота в эксплуатации
Для работы на ручном листогибе необходим лишь один оператор. Сам процесс гибки очень прост. Оператор станка фиксирует металлический лист на рабочем столе прижимной балкой (траверсой), а затем посредством механического давления на подвижную (гибочную) балку осуществляет загиб листового металла до соответствующего угла. Для удобства работы некоторые модели ручных листогибов оснащаются ножной педалью.

Мобильность
Ручные листогибы бывают мобильными (от 35 кг) и стационарными (от 200 кг). Мобильные листогибочные станки идеальны для работы в «полевых» условиях и в помещениях небольшой площади. Они не нуждаются в электричестве и могут эксплуатироваться, например, непосредственно на строительной площадке. Более тяжелые стационарные ручные листогибы чаще используются на промышленных производствах, изготавливающих крупногабаритные изделия из тонколистового металла.
Цена
Цена ручного листогиба существенно ниже по сравнению с электромеханическими и гидравлическими листогибами, поэтому при работе с листовым металлом толщиной до 2 мм купить ручной листогибочный станок будет самым выгодным и экономным вариантом.Обратите внимание, что стоимость ручного листогибочного станка может зависеть от комплектации и дополнительных опций (к ним относятся роликовые ножи для резки металла, дополнительные упоры, угломеры)

Сфера использования ручных листогибов
Ручные листогибы широко используются для изготовления различных изделий, например, кровельных элементов (откосов, ендов, снегозадержателей и т. д.), элементов для водосточных и вентиляционных систем, а также для производства профилей разнообразных форм.
Ручные листогибочные станки активно применяются в строительстве и на различных промышленных предприятиях по производству металлических изделий. Небольшая цена ручного листогиба делает такой станок доступным даже для малых предприятий и частных мастерских.
Что необходимо знать, прежде чем купить ручной листогиб?
Выбирая ручной листогиб, прежде всего нужно учитывать запросы производства, например, какой металл будет обрабатываться на станке. От этого будет зависеть максимальная толщина металла — это один из самых важных параметров при выборе любого листогиба.Также важна допустимая ширина заготовки. Большинство ручных листогибочных станков выпускаются под размер листа 2 метра, 2.5 метра и 3 метра. Хотя существуют отдельные модели, которые позволяют работать с листами до 4400 мм.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.
 Станок MetalMaster LBM
Станок MetalMaster LBM
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.