Измерение деталей штангенциркулем
Содержание:
- РАСЧЕТ И ПОСТРОЕНИЕ ШКАЛЫ НОНИУСА
- Спиральный нониус
- Как пользоваться штангенциркулем
- 3.3.3 Определение погрешности штангенциркулей
- Технология
- § 17. Измерение размеров деталей с помощью штангенциркуля
- Штангенциркуль Википедия
- Нониусная шкала
- Штангенциркуль — Википедия. Что такое Штангенциркуль
- Как пользоваться штангенциркулем, точность инструмента
- 2 Разновидности инструмента – что значит маркировка?
- Конструкция штангенциркуля
РАСЧЕТ И ПОСТРОЕНИЕ ШКАЛЫ НОНИУСА
Принцип построения шкалы нониуса заключается в повышении точности отсчета, связанной с оценкой доли деления основной шкалы.
Точность отсчета по нониусу i в мм определяется по формуле
где с – цена деления основной шкалы, мм;
n – число делений шкалы нониуса.
Расстояние между соседними штрихами нониуса (цена деления шкалы нониуса) в мм определяется по формуле
где γ – модуль, т.е. натуральное число 1, 2, 3, … служащее для увеличения длины деления шкалы нониуса с целью повышения удобства отсчета.
Длина шкалы нониуса в миллиметрах определяется по формуле
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.4.1 Ознакомиться с конструкцией инструментов, методикой подготовки к измерениям и приемами отсчета показаний.
1.4.2 Провести измерения и вычертить эскиз детали с нанесением измеренных линейных размеров и углов.
1.4.3 По значениям i, γ, с (таблица 1.1) индивидуально рассчитать и изобразить в относительном масштабе шкалу нониуса.
Таблица 1.1 Варианты значений для расчета и построения шкалы нониуса
| Исходные данные | Варианты | |||||||||||
| i | 0,1 | 0,1 | 0,1 | 0,05 | 0,05 | 0,05 | 0,02 | 0,02 | 0,02 | 0,1 | 0,05 | 0,02 |
| γ | ||||||||||||
| С |
1.4.4 Заполнить таблицу 1.2 с метрологическими характеристиками инструментов пользуясь таблицей приложения А.
Таблица 1.2 Метрологические характеристики инструментов
| Инструмент | Тип | Основная шкала | Шкала нониуса | Предельная погрешность, мм (мин) |
| Цена деления, в мм, (град) | Диапазон измерения, мм, (град) | Точность отсчета, мм (мин) | Модуль | Цена деления, мм (мин) |
| Штангенциркуль | ||||
| Штангенрейсмус | ||||
| Штангенглубиномер | ||||
| Угломер |
1.4.5 Ответить на вопросы и сделать выводы.
ВОПРОСЫ ДЛЯ САМОКОНТРОЛЯ
1.5.1 Для каких измерений предназначены штангенинструменты?
1.5.2 Для чего предназначена нониусная шкала?
1.5.3 Как проверить пригодность инструментов к измерениям?
1.5.4 Что такое модуль и как она влияет на удобство отсчета показаний?
1.5.5 Чем отличаются транспортирный и универсальный угломер?
1.5.6 Как работать с винтом микроподачи и для чего она предназначена?
1.5.7 Как производить разметку необходимого размера на заготовке?
Лабораторная работа №2
ИЗМЕРЕНИЕ АВТОТРАКТОРНЫХ ДЕТАЛЕЙ МИКРОМЕТРИЧЕСКИМИ ИНСТРУМЕНТАМИ
ЦЕЛЬ РАБОТЫ
Приобретение практических навыков в пользовании микрометрическими инструментами и освоение приемов измерения.
МАТЕРИАЛЬНОЕ ОБЕСПЕЧЕНИЕ
Микрометры гладкие типа МК; нутромеры микрометрические типа НМ; глубиномеры микрометрические типа НМ, автотракторные детали.
ОБЩИЕ СВЕДЕНИЯ
Микрометрические измерительные инструменты — это микрометры гладкие для измерения наружных размеров, нутрометры для определения внутренних размеров, глубиномеры, специальные микрометры — листовые, трубные, зубомерные, с резьбовыми вставками и др. Микрометр, микрометрический нутромер и микрометрический глубиномер являются универсальными средствами измерений, которые предназначены для абсолютных измерений линейных размеров контактным методом. Мерительная плоскость пятки и измерительная ножка оснащены пластинками из твердого сплава. Измерительным устройством любого микрометрического инструмента является точно изготовленная микрометрическая головка с диапазоном измерения 0-25 мм, а у микрометрического нутромера 0-13 мм. В микрометрических головках винтовую пару используют как увеличивающее устройство, преобразующее небольшие продольные перемещения винта в большие окружные перемещения шкалы барабана. Цену деления шкалы барабана определяют по формуле
где р=0,5 – шаг винта, мм;
n=50 – число делений шкалы барабана.
i = p/n = 0,5/50 = 0,01 мм
Цену деления шкалы барабана называют точностью отсчета микрометра.
В мировой практике применяются также микрометры с отсчетом показаний на цифровом дисплее. Последнее достижение в области измерительного инструмента — это создание микрометров с мгновенной индикацией, цена деления микрометра 0,01 мм, диапазоны измерения 0. 25 и 25. 50 мм.
Последнее изменение этой страницы: 2017-01-26; Нарушение авторского права страницы
Спиральный нониус
Спиральный нониус имеет подвижную и неподвижную окулярные сетки ( фиг. На неподвижной сетке нанесены: указатель 1, две параллельные риски 2 и шкала J с ценой деления is — 0 1 мм.
Спиральные нониусы используются во многих приборах, например: длиномерах, компараторах, измерительных микроскопах, измерительных машинах.
Спиральный нониус ( рис. 6.11 6) состоит из окуляра О К и двух стеклянных пластинок, установленных одна над другой. На неподвижной пластинке 1 нанесена шкала 2, имеющая десять штрихов с ценой деления 0 1 мм, расположенная в поле зрения окуляра. На пластинке 5 нанесена двумя эквидистантными линиями спираль Архимеда 3 и круговая шкала 4, разделенная на 100 делений. Одному обороту пластинки 5 ( см. рис. 6.11 6), т.е. 100 делениям ее круговой шкалы, соответствует поступательное перемещение точки спирали вдоль радиальной прямой, равное одному шагу спирали.
Спиральный нониус ( рис. 46, б) состоит из окуляра и двух пластинок, установленных одна над другой. На неподвижной пластинке / нанесена шкала 2, состоящая из десяти штрихов с ценой деления 0 1 мм; эта шкала расположена полностью в поле зрения окуляра. На пластинке 3 нанесена двумя эквидистантными линиями спираль Архимеда 4 и круговая шкала 5, разделенная на 100 делений.
|
Схема спирального нониуса. |
Описание спирального нониуса и пример заимствованы с переработкой — ИЗ СЩ.
Одна пластинка спирального нониуса ( рис. 293) подвижна, а другая — неподвижна. На неподвижной пластинке нанесены указатель 6, две параллельные риски 2 и шкала 3 с ценой деления 0 1 мм.
Отсчет по спиральному нониусу равен
|
Схема спирального нониуса. |
Микроскопы со спиральными нониусами или другими устройствами для отсчета по стеклянным шкалам применяют во многих оптико-механических приборах: длиномерах, измерительных машинах, в различных типах измерительных микроскопов и многих других приборах.
Шкалы окулярного микрометра со спиральным нониусом: a неподвижная.
Как устроен микроскоп со спиральным нониусом.
Обрамляя это деление двойной линией спирального нониуса, наблюдатель определяет угловое несовпадение деления с оптической осью микроскопа. Таким образом, определяется точно угловое положение лимба ( и, следовательно, управляемого органа) относительно оптической оси микроскопа. Этот способ вполне удовлетворителен по точности и имеет большой диапазон измерения, но конструктивно трудно увязывается в схему контрольно-сборочного стенда.
Рассмотрим более подробно устройства отсчетного микроскопа со спиральным нониусом. Стеклянная шкала /, расположенная в предметной плоскости микроскопа, освещается с помощью осветителя, состоящего из лампы 7 и. В этой же плоскости расположены стеклянные пластинки 4 и 3 со спиральным нониусом.
Для того чтобы прочесть отсчет, надо поворачивать спиральный нониус, вращая маховичок ( см. рис. 174), до тех пор, пока бнссектор архимедовых спиралей займет симметричное положение относительно изображения штриха лимба. Одновременно будет поворачиваться и круговая шкала, видимая внизу поля зрения. На шкале нанесены 100 делений с цифрами около каждого десятого, соответствующего единицам минут. За один оборот шкалы виток спирали переместится на один шаг, равный интервалу прямолинейной шкалы.
Как пользоваться штангенциркулем
Первым делом инструмент проверяют – губки сводят вместе, а затем контролируют точность их смыкания. Не должно быть никаких просветов. Затем штангенциркуль берут в одну руку, деталь, которую будут исследовать, – в другую. Для того чтобы измерить внешний размер, нижние губки разводят и располагают между ними деталь. Затем губки сжимают, пока они не будут соприкасаться с поверхностями деталей. Затем следует проверить, как расположились губки. Точность размера будет высокой, когда они будут расположены на равном расстояния от детали. Затем при необходимости фиксируют винт. Далее деталь откладывают, а инструмент берут для получения результата.
Если штангенциркуль – разметочный, то его губками можно наносить необходимые размеры непосредственно на поверхности детали. Губки изготовлены из твердых сплавов, и ими можно сделать пометки на стали и похожих сплавах.
3.3.3 Определение погрешности штангенциркулей
Погрешность штангенциркулей определяют
по концевым мерам длины. Блок концевых
мер длины помещают между измерительными
поверхностями губок штангенциркуля.
Усилие сдвигания губок должно
обеспечивать нормальное скольжение
измерительных поверхностей губок
по измерительным поверхностям концевых
мер длины при отпущенном стопорном
винте рамки. Длинное ребро измерительной
поверхности губки должно быть
перпендикулярно к длинному ребру
концевой меры длины и находиться в
середине измерительной поверхности.
В одной из поверяемых точек погрешность
определяют при зажатом стопорном винте
рамки, при этом должно сохраняться
нормальное скольжение измерительных
поверхностей губок по измерительным
поверхностям концевых мер.
У штангенциркулей со значением отсчета
по нониусу 0,05 мм, выпускаемых из
производства, погрешность определяют
в шести точках; допускается определять
погрешность в трех точках при условии
отклонения от прямолинейности базовой
поверхности штанги, по которой базируется
рамка, не более 0,02 мм. У штангенциркулей
со значением отсчета по нониусу 0,1 мм,
выпускаемых из производства,
погрешность определяют в трех точках.
У штангенциркулей, выпускаемых из
ремонта и находящихся
в эксплуатации,
погрешность определяют в трех точках,
равно-
мерно расположенных по длине
штанги и нониуса.
Погрешность определяют при помощи
разметочных губок у штангенциркулей
типа ШЦ-Н одновременно с определением
погрешности измерительных губок в
трех точках, равномерно расположенных
по длине штанги и нониуса.
При поверке штангенциркулей класса
точности 1 со значением отсчета по
нониусу 0,1 мм несовпадение штрихов
основной шкалы и шкалы нониуса,
соответствующих действительному размеру
блока мер, измеряют при помощи
микроскопа.
Несовпадение штрихов равно погрешности
штангенциркуля в поверяемой точке.
Погрешность штангенциркулей, выпускаемых
из ремонта и находящихся в эксплуатации,
на участке шкалы свыше 500 мм допускается
определять микрометрическими нутромерами
по ГОСТ 10-75.
Погрешность для каждой пары губок не
должна превышать значений, установленных
в таблице 3.
Одновременно проверяют нулевую установку
штангенциркуля.
Для штангенциркулей типов ШЦ-I и ШЦТ-I
при сдвинутых до соприкосновения губках
смещение штриха нониуса должно быть в
плюсовую сторону. Смещение нулевого
штриха определяют при помощи концевой
меры длиной 1,05 мм, которую перемещают
между измерительными поверхностями
губок. При этом показание штангенциркуля
должно быть не более 1,1 мм.
Для штангенциркулей типов ШЦ-I и ШЦТ-I
класса точности 2, выпускаемых из ремонта
находящихся в эксплуатации, допускается
смещение нулевого штриха нониуса до
минус 0,1 мм при сдвинутых до соприкосновения
губках.
При определении погрешности штангенциркуля
результаты измерения следует занести
в таблицу 3.
Таблица 3 – Обработка результатов
измерения
|
Размер |
1,2 |
21,50 |
134 |
|
Отсчет |
|||
|
Разность |
Наибольшее
значение (по модулю) разности (Хб – Хш)
принимается за основную погрешность
штангенциркуля. Результаты поверки
записываются в таблицу 4. Затем оформляется
паспорт на средство измерения.
Таблица
4 – Результаты поверки штангенциркулей
|
№ |
Наименование |
Допускаемое |
Результат |
|
1 |
Внешний |
||
|
2 |
Опробование |
||
|
3 |
Определение |
||
|
4 |
Определение |
||
|
5 |
Определение |
Контрольные вопросы
1. Назначение и принцип действия
инструмента.
2. Какие погрешности могут появиться
при измерении штангенциркулем?
3. Как снимать отчет по нониусу?
При изучении
практической работы рекомендуется
использовать следующие учебники и
документы:
1. И. И. Балонкин, А.
К. Кутай. Точность и производственный
контроль в машиностроении. — М.:
Машиностроение. 1983.
2. А. С. Васильев.
Основы метрологии и технические
измерения. М: Машиностроение. 1996.
3. ГОСТ 166 — 89 (СТ СЭВ
704 — 77, СТ СЭВ 1309 – 78, ИСО 35РТ — 78 ) «ГСИ.
Штангенциркули. Технические условия».
4. ГОСТ 8.113 – 84 «ГСИ.
Методы и средства поверки штангенциркулей».
Технология
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.

Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.

Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).

Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
-
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.

- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.

Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
-
Из каких основных частей состоит штангенциркуль?
-
Сколько измерительных шкал имеет штангенциркуль?
-
Какие измерения можно выполнять с помощью штангенциркуля?
-
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Штангенциркуль Википедия
|
Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный измерительный прибор, предназначенный для высокоточных измерений наружных и внутренних линейных размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых приборов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе. Является подвидом штангениструмента, к которому относятся также штангенрейсмас, штангенглубиномер и другие.
Устройство

Штангенциркуль, как и другие штангенинструменты, имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые или сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля даёт отсчёт в 1/128 дюйма.
Снятие показаний

Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные;
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний;
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0,1 мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчёт по основной шкале (число целых миллиметров) и отсчёт по шкале нониуса (долей миллиметра).
Нониусная шкала
Рассмотрим теперь в общем виде зависимости, используемые при построении нониусных шкал.
У линеек, изображенных на рис. 1, k Рис — Нониусная шкала. Если I, 4, следует выбирать верхний знак.
Для этой точки снимают показания на градуированных лимбах волномера, используя нониусную шкалу. По таблице, расположенной в крышке прибора, находят значения собственно частоты v0 колебаний кварца при комнатной температуре.
На штоке и основании камеры крепятся соответствующие детали делительной головки 9 с нониусной шкалой, с помощью которой фиксируется угол поворота штока.
ОУ с круговыми нониусными шкалами следует строить так, чтобы при полном обороте нониусной шкалы основная шкала поворачивалась на одно деление. Число делений пн нониусной шкалы обычно больше числа делений л0 основной шкалы.
При совмещении нулевого штриха нониусной шкалы с каким-либо из штрихов основной все штрихи нониусной шкалы, кроме последнего одиннадцатого штриха, не будут совпадать со штрихами основной шкалы.
|
Принципиальная схема калибратора длительности и напряжения осциллографа С1 — 17. |
Плавное изменение величины калибрационного напряжения внутри пределов осуществляется прецизионным потенциометром Кш ПЛ-1 1 % с нониусной шкалой. Потенциометр jR4i3 позволяет подстроить точно величину выходного напряжения калибратора при разбросе выходных напряжений стабилитронов. Для использования дифференциальных свойств усилителей вертикального отклонения С1 — 17 и С1 — 18 калибратор выдает постоянные напряжения обеих полярностей.
Если цена выражается трехзначным числом, которое не удается установить полностью рычагами цен, то используется дополнительная нониусная шкала.
Штангенциркуль ШЦ-1 ( рис. 7, а) с пределом измерения О-125 мм и ценой деления нониусной шкалы 0 1 мм имеет верхние губки для внутренних и нижние — для наружных измерений. Он имеет также глубиномер ( в виде линейки), связанный с подвижной рамкой, что позволяет производить отсчет глубин непосредственно по шкале штанги и нониуса.
Круговые нониусы строят по принципу непосредственного сличения штрихов основной и нониусной шкал или с использованием передаточных механизмов и нониусных шкал с указателями.
Вторая шкала, находящаяся на одной оси с червячным колесом, разделена а 80 делений, деление соответствует одному обороту нониусной шкалы.
|
Схема проверки величины постоянного выходного напряжения калибратора прибора С1 — 17. |
Проверяется исправность диодов Д95 — Дэт, стабилитрона Дж, переключателя Вд, а также прецизионного переменного резистора Rug с нониусной шкалой, изменяющего плавно величину калибра-ционного напряжения внутри пределов.
В отсчетных устройствах со сличаемыми шкалами для снижения погрешностей от параллакса уменьшают зазоры между поверхностями, на которых нанесены шкалы, или устраивают двойную нониусную шкалу ( фиг. На середине пластинки имеется прорезь, с обеих сторон которой нанесены штрихи нониусной шкалы, между которыми располагаются штрихи основной шкалы.
Штангенциркуль — Википедия. Что такое Штангенциркуль
|
Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
Как пользоваться штангенциркулем, точность инструмента
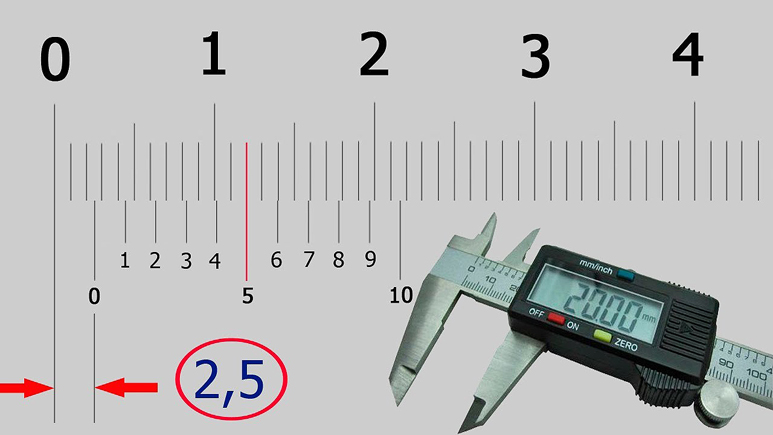
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.
Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео. Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение
Здесь важно учитывать значение деления, которое указывается на циферблате
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение
Здесь важно учитывать значение деления, которое указывается на циферблате

Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.

Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.

Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей
Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности
И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
2 Разновидности инструмента – что значит маркировка?
В быту обычно применяется самый простой нониусный штангенциркуль. Его, как правило, делают из металла. Впрочем, в последнее время несложно приобрести прибор из пластика, твердосплавных композиций и даже из дерева. Более усовершенствованные модели штангенциркулей оснащаются циферблатным механизмом. Его используют вместо нониуса. Инструмент с циферблатом облегчает процесс измерений и дает возможность легко снимать полученные показания.
Максимальную точность измерений обеспечивает самый современный штангенциркуль – электронный. Его также называют цифровым. Он располагает небольшим жидкокристаллическим экраном, на котором показываются результаты проведенных замеров. Достаточно правильно установить и зафиксировать цифровой прибор, чтобы сразу получить все необходимые размеры. Такие приспособления обычно используются в авиа- и машиностроении, для моделирования сложных конструкций и оборудования.
Штангенциркули отечественного производства маркируются по единому принципу. Обозначение прибора описывает его функциональные возможности. Ниже мы приводим маркировку основных видов штангенциркулей:
- ШЦТ-1. Простой механизм с губками на одной стороне. С его помощью можно измерять линейные параметры (внутренние и наружные) и диаметры деталей.
- ШЦ-1. Губки располагаются с двух сторон. ШЦ-1 подходит для высокоточного измерения глубины.
- ШЦК. На этом штангенциркуле нет нониуса, зато установлен циферблатный механизм. Показания на нем определяются стрелкой, которая составляет со штангой одну конструкцию.
- ШЦЦ. Прибор с цифровой индикацией.

Современный электронный штангенциркуль позволяет обеспечить максимальную точность измерений
Добавим, что рассматриваемые механизмы принято делить на средние, большие и маленькие в зависимости от наличия в них дополнительных функций, конструктивных особенностей и размеров. Электронные инструменты удобны в работе, но стоят они ощутимо дороже нониусных и циферблатных. На российском рынке наибольшей популярностью пользуются цифровые штангенциркули следующих моделей: MATRIX 31611, Fit «Digital Caliper», SKRAB 40360, Sсala. Такие приборы имеют стандартную по длине основную шкалу (15 см), обеспечивают точность замеров 0,01–0,05 мм.
Конструкция штангенциркуля
Разобраться в особенностях конструкции этого устройства необходимо для того, чтобы понять, как правильно им пользоваться. Состоит штангенциркуль из следующих деталей.
- Неподвижная планка или линейка (штанга). Она представляет собой основу конструкции. На неё нанесена шкала.
- Подвижная планка, которая может перемещаться вдоль по штанге. На этой планке имеется нониусная шкала. Она позволяет получить очень точные промеры, а именно отсчитывает доли миллиметра.
- Верхние и нижние губки. Это передвигающиеся детали, позволяющие измерять объект, и узнать размеры и снаружи, и внутри. Когда губки точно совмещены, на обеих шкалах должны точно совпадать нулевые отметки.
- Винт стопорный или зажимный. Он требуется для фиксации планки.
- Глубиномер. Тонкая выдвигающаяся планка, при помощи её измеряется глубина. Электронные измерительные устройства оснащены также аккумуляторами, передвижным механизмом.
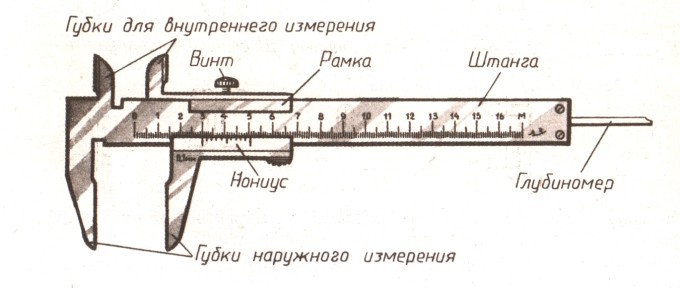
Кроме того, существуют модели, в верхней части которых имеется подвижная дюймовая измерительная шкала. Пользоваться ими легко и удобно.