Озл
Содержание:
- Содержание
- Мой отзыв
- Распространенные модели или какой электрод лучше выбрать
- Что из себя представляют электроды УОНИ
- Тонкости использования черных обоев
- Популярные марки электрических проводников и их особенности
- Это Белорусский оригинал Кварцевого обогревателя
- Достойные аналоги по сравнению
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Виды стержней для ручной сварки
- Особенности применения
- Применение вольфрамовых электродов
- Другие разновидности электродов
- Как обозначается вид в маркировке
- Пример маркировки
- На что влияет покрытие
- Этикетка коробки с электродами
- Сварочная проволока для электродных стержней
- Из чего состоит плавящийся электрод
- Проверка без приборов
- Назначение электрода
- Дальнейший уход за газоном
- Особенности использования
- Заключение
Содержание
Мой отзыв
Распространенные модели или какой электрод лучше выбрать
Сегодня существует огромное количество разных электродов, выпускаемых разными производителями. Новички часто путаются в столь большом разнообразии, поэтому ниже представлены характеристики популярных марок стержней:
- MP-3C — это универсальные модели расходников, предназначенные для работы с током постоянной и переменной частоты. Достоинством изделий является легкое воспламенение дуги не только при первом, но и последующем розжиге. В качестве обмазки используется рутил, обеспечивающий эффективную защиту соединения от окисления и проникновения шлака.
- АНО-37 — изделия предназначены для работы с низкоуглеродистыми сталями. Отличаются неприхотливостью работы с металлами, на которых имеется ржавчина. Они также легко разжигаются, что очень удобно для новичков.
- ОЗС-4 — еще один вид неприхотливых в эксплуатации электродов. Основная их особенность в том, что варить ими можно металл не только с присутствующими загрязнениями и ржавчиной, но и влагой.
- УОНИИ-13/55 — еще одна популярная разновидность расходников. Служат они не только для сварки тонкого металла, но и при соединении ответственных конструкций, эксплуатируемых при отрицательных температурах. Перед работой рекомендуется удалить загрязнения и ржавчину с металла.
Электроды поставляются в картонных или пластиковых упаковках, на которых указывается подробная инструкция по их эксплуатации. Ее необходимо обязательно изучить перед началом использования, ведь от этого зависит качество проведения сварочных манипуляций.
Что из себя представляют электроды УОНИ
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.
Электроды УОНИ
При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Тонкости использования черных обоев
Популярные марки электрических проводников и их особенности
В семейство электродов Э50А входят:
- УОНИ-13/55, круглого сечения размером от 2 до 5 мм (с шагом 1 мм). Рассчитаны на подачу постоянного тока и любые технологии сварки (кроме вертикальной с движением инструмента сверху вниз).
- УОНИ-13/55Т, отличающийся уменьшенным числом вариаций по диаметру (от 3 до 5 мм с шагом 1 мм) и допускающий работу при подводе переменного тока.
- УОНИ-13/55Г, доступные в размере 3 и 4 мм и рассчитанные на постоянное напряжение.
- ОЗС-28 (от 3 до 5 мм), допускающие коммутацию к оборудованию постоянного и переменного тока, единственный тип, не имеющий ограничений по направлению движения инструмента.
- ОЗС-33, отличающиеся от ОЗС-28 невозможностью сварки в вертикальном положении при подаче электрода сверху вниз.
- ОЗС-18, рассчитанные на постоянное напряжение и применяемые при сварке низколегированных сталей, устойчивых к коррозии под воздействием атмосферных осадков (например, 10ХНДП).
- ОЗС-25, предназначенные для сварки конструкций из углеродистых или низколегированных сталей, эксплуатируемых при температуре окружающей среды до -40°С. Электроды ОЗС-18 и ОЗС-25 не допускают подачу инструмента по вертикали сверху вниз.
- Российская промышленность предлагает изделия марки ОЗС-29, отличающиеся повышенной холодоустойчивостью шва (до -60°С), применяются для сварки металлоконструкций, работающих под открытым небом в условиях Крайнего Севера.
- ТМУ-21А для сварки трубопроводов постоянным током.
- ЦУ-5 диаметром 2,5 мм для соединения теплоустойчивых сталей (температура до 400°С).
https://youtube.com/watch?v=wzwSf6zNmUM
Это Белорусский оригинал Кварцевого обогревателя
Достоинства:
- высший класс
- встроен терморегулятор
- климат контроль
- таймер времени
- блокировка от детей
Недостатки:
- низкая цена
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент — 9,5 г/Ач;
- расход на 1 кг металла — 1,7 кг;
- производительность — 1,4 кг/ч;
- запас прочности — 540 МПа;
- текучесть — до 420 МПа;
- относительное удлинение — до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

Краткое описание:
| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Виды стержней для ручной сварки
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ — это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
- сплавы углеродистые и с небольшим количеством примесей;
- наплавочные электроды с особыми свойствами;
- стали повышенной прочности;
- материал с расширенным набором лигатур.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.
Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.
Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.
Хранение электродов
Применение вольфрамовых электродов
Угольные и графитовые стержни сегодня для домашнего применения практически не используются. Для сварки цветных металлов, алюминия и нержавеющей стали используются вольфрамовые стержни.
В зависимости от режима сварки в защитных газах, который определяется такими факторами, как толщина металла, его вид, защитная атмосфера и другими, выбирается вид вольфрамового стержня для использования в соответствующем режиме.
Классификация вольфрамовых электродов зарубежного производства.
| Режим сварки с использованием тока | Назначение электрода в зависимости от марки металла | Обозначение электрода цветом | Обозначение марки электрода |
| Переменный | Для сваривания алюминия, магния и их сплавов | Зеленым | WP |
| Постоянный | Для сварки низколегированных, углеродистых и нержавеющих сталей | Красным | WT-20 |
| Постоянный или переменный | Для сваривания стали любых марок | Серым | WC-20 |
| Постоянный или переменный | Для сваривания нержавеющей и легированной стали | Золотистым | WL-15 |
| Постоянный или переменный | Для сварки нержавеющих сталей | Синим | WL-20 |
| Постоянный | Для сваривания нержавеющей, углеродистой и низколегированной стали и меди | Темно-синим | WY-20 |
| Переменный | Для сваривания алюминия и магния | Белым | WZ-8 |
Тугоплавкие электроды отечественного производства имеют маркировку:
- ЭВЛ — лантановые стержни.
- ЭВИ — иттриевые стержни.
- ЭВЧ — вольфрамовые стержни. Сварку осуществляют только на переменном токе.
Для маркировок ЭВЛ и ЭВИ сварку можно проводить в двух режимах с требуемой полярностью. Они имеют различные цветовые обозначения в зависимости от цели использования. Выбор режима и силы тока зависит от характеристик заготовки и металла. Например, изделия из меди и нержавеющей стали варят с применением постоянного тока, а для сварки алюминия применяют переменный ток.
При сварке неплавящимися электродами следует устанавливать полярность: прямую или обратную. Для обратной полярности устанавливают массу на минусе, а держатель на плюсе, а для прямой — наоборот. От выбора режима полярности будет зависеть форма проваренного металла. Глубоким и узким шов будет при установке постоянного тока и прямой полярности. Широкий и поверхностный шов получится при выборе постоянного тока и обратной полярности.
Вольфрамовые стержни имеют свойство затупляться по мере проведения сварочных работ и требуют заточки. При длине электрода до трех диаметров следует выдерживать угол заточки в 30 градусов и на полмиллиметра притупляют кончик. Чтобы сэкономить длину вольфрамового стержня сварочные работы начинают с подачи газа и потом поджигают дугу. С этой же целью категорически запрещается стучать по заготовкам кончиком электрода. Дугу следует зажигать на графите и затем переносить к месту сварки.
Другие разновидности электродов
Наиболее распространенными являются рутиловые электроды. Электроды с рутиловым покрытием предназначены для работы со стальными изделиями. Они наиболее распространенные и имеют ряд преимуществ, выделяющих их среди других типов. Главное преимущество – это выделение защитного газа, безвредного для здоровья сварщика. При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
Сварочные электроды классифицируются не только исходя из назначения или типа покрытия, но и толщины. На сегодняшний день выделяют тонкие, средние, толстые и особо толстые. Такая классификация зависит не от толщины электрода, а от коэффициента, который рассчитывается ка отношение толщины покрытия к толщине основы, то есть стержня.
Тонкие соответствуют коэффициенту 1,2, средние – до 1,45, толстые – до 1,8, а особо толстые – от 1,8 и больше.
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Пример маркировки
Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Вас может заинтересовать: Инверторные сварочные аппараты. Рейтинг моделей, как выбрать
На что влияет покрытие
Для получения качественного шва очень важно правильно выбрать подходящий электрод. Главная роль уделяется материалу покрытия, виды которого были рассмотрены выше
Чтобы начинающий сварщик понимал важность выбора покрытия, рассмотрим его основные функции и задачи:
- Стабилизация дуги. Для повышения стабильности дуги, на наружную часть изделий наносятся вещества с низким уровнем ионизации. Это необходимо для насыщения дуги ионами, стабилизирующими процесс горения.
- Защита от атмосферных газов — при образовании сварочной дуги, компоненты поверхностного покрытия при горении создают защитное облако, и образовывают шлаковый слой, закрывая ванну от воздействия с кислородом. Шлак уменьшает скорость охлаждения металла, что необходимо для эффективного отвода газов и ненужных примесей.
- Легирование металла — способствует улучшению сварного шва.
- Раскисление — для удаления кислорода из шва, применяются специальные соединения. Эти соединения называются раскислителями, которые вступают в реакцию с кислородом, связывая металл.
- Связывание — для закрепления поверхностного слоя на металлическом стержне, применяется силикатный клей, который способствует стабилизации дуги.
Как видно, простой на вид расходный материал для сварочного оборудования под названием электрод имеет сложный химический состав, от качества которого зависит эффективность сварочных работ. Чтобы соединение металла было максимально качественным и надежным, нужно не только научиться работать сварочными аппаратами, но еще и выбирать для работы электроды у проверенных и надежных поставщиков.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
наименование или товарный знак предприятия-изготовителя;
полное обозначение электродов по ГОСТ 9466-75;
номер партии и дата изготовления;
область применения электродов;
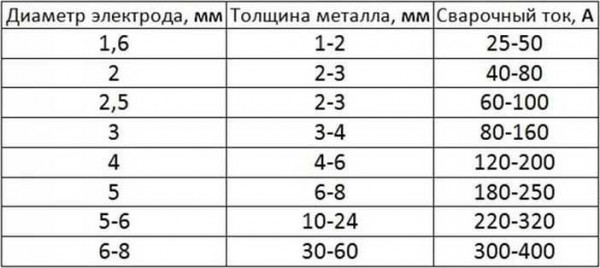
режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
особые условия выполнения сварки или наплавки;
свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
допустимое содержание влаги в покрытии на момент использования электродов;
рекомендуемый режим прокаливания электродов перед сваркой;
масса электродов в упаковке.
Этикетка на пачке с электродами Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75Условное обозначение положений сварки
Сварочная проволока для электродных стержней
Для ручной
дуговой сварки применяют специальные марки сварочной и наплавочной проволоки.
ГОСТ2246 предусматривает около 80 марок стальной сварочной проволоки с различным
содержанием химических элементов. В зависимости от этого, различают проволоку
из низкоуглеродистой стали (марки Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА,
Св-10Г2), из легированной стали (марки Св-08ГС, Св-08Г2С, Св-18ХГС и др.) и
из высоколегированной стали (марки Св-12Х11НМФ, Св-10Х17Т, Св-06Х18Н9Т и др.).
Стальную сварочную проволоку, изготавливаемую в соответствии с требованиями
ГОСТ2246, применяют для изготовления электродов и используют для всех
видов сварки плавлением. Для ручной дуговой сварки покрытыми электродами
применяется проволока, диаметром от 1,6 до 6мм.
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя. Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы. Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Проверка без приборов
Без измерения параметров о неисправности свидетельствуют дефекты внешнего вида:
- пятна на поверхности корпуса;
- вздутие, деформация верхней насечки на импортных электролитических конденсаторах;
- протечка электролита.
Другие способы контроля неисправности применяют в домашних условиях. Следует:
- подключить к источнику питания, напряжение не должно превышать номинальное;
- взять светодиод (низковольтную лампу с двумя проводами), дотронуться выводами светодиода до ножек конденсатора;
- вспышка светодиода (кратковременное свечение лампы) подтвердят исправность.
Для определении работоспособности конденсатора большой ёмкости:
- подключить к источнику питания, напряжение которого меньше номинального;
- снять заряд металлическим предметом.
Наличие искры при разряде подтвердит годность
При снятия заряда соблюдать осторожность, принимать защитные меры, так как разряд сопровождается мощной искрой и звуком. Для уменьшения искры применяют разряд через резистор. https://www.youtube.com/embed/YEhaDKOCCEw
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Дальнейший уход за газоном
Особенности использования
Имеются некоторые нюансы, связанные с применением подобных устройств при сварке. Рассмотрим некоторые из них:
- Для сваривания требуется применять ток обратной полярности;
- Покрытие особое, состоит из карбонатов и фтористых образований, благодаря чему швы не имеют газов и прочих вредных примесей;
- Низкоуглеродистая сталь способствует значительной долговечности шва;
- Отсутствие органических соединений препятствует образованию влаги на устройствах;
- При изготовлении электродов полностью исключается образование различных неровностей, трещин и прочих дефектов.
В результате получается крепкий шов, не подвергающийся старению и потере свойств при изменении температурных режимов. Необходимо контролировать чистоту соединений, ибо появление ржавчины или масел ведет к образованию пор, и соединение в итоге получится плохим.
Заключение
Копанием картофеля занимается каждый огородник, который занимается выращиванием овощей на своем участке. Вручную делать это довольно сложно и поэтому многие используют специальные картофелекопалки для мотоблоков. Чтобы самостоятельно создать такую конструкцию, необходимо ознакомиться с пошаговой инструкцией изготовления копалок.