Основные способы, как нарезать резьбу на трубе и чем они отличаются
Содержание:
- Существующие варианты резьбовой нарезки
- Услуги
- Правила нарезания внутренней резьбы метчиком
- Критерии выбора трубного клуппа
- Используемое оборудование
- Разновидности и сферы применения метчиков
- Инструменты
- Сборка конструкции
- Виды по конструкции
- Типы и свойства резцов
- Собираем подъемники для гаражных ворот самостоятельно
- Виды резьбы на трубах
- Нарезание резьбы на станках
- Удаление сломанного инструмента
- Выбор инструмента
- Как усилить комнатную антенну
- Пошаговая инструкция к нарезанию резьбы при помощи плашки
- Использование плашки
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.
Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.
Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Услуги
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
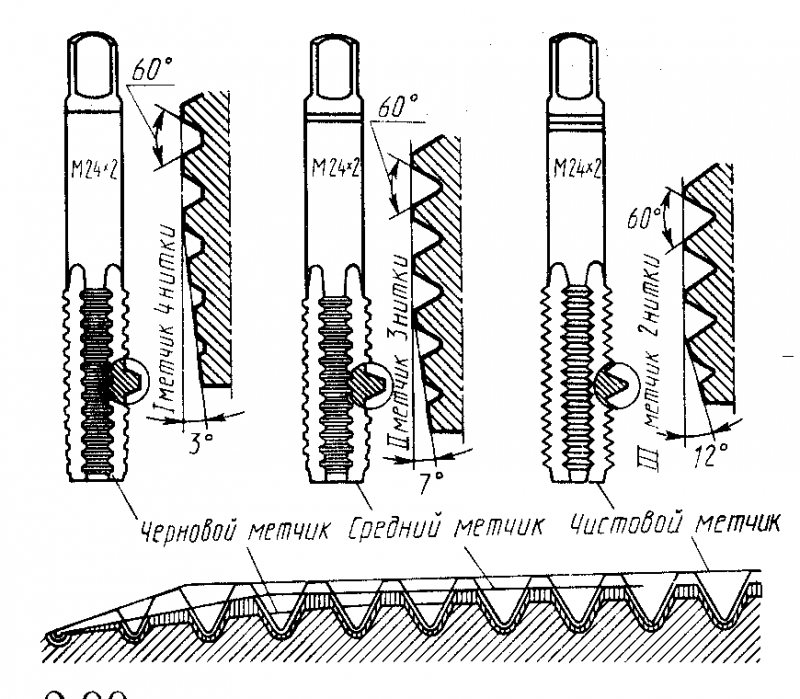
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Критерии выбора трубного клуппа
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
Не покупать дорогих моделей для домашних мастерских.
Самые дешёвые инструменты быстро выйдут из строя
Они подойдут для проведения разовых работ.
Обращать внимание на размер, форму съёмных резцов. Они не всегда подходят к оснастке других производителей.
Желательно выбирать наборы рабочих головок с различными диаметрами.
При выборе материала рабочей части отдавать предпочтение легированной стали.
При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
Используемое оборудование
Резьбу нарезают вручную или на токарно-винторезных станках. При нарезке вручную используют тиски и инструмент: плашки и метчики. Нарезать резьбу с использованием токарно-винторезного станка 16К20 можно резцом, метчиком, плашкой и другими видами инструмента. На них осуществляют нарезку как наружной, так и внутренней резьб.
https://youtube.com/watch?v=9VQQboMTbzI
На коробке подач станка 16К20 расположена таблица, в которой указаны положения рукояток для того, чтобы настроить нужный шаг резьбы. Настройка режимов обработки позволяет получить качественную деталь. Технология использования резца предусматривает:
- правильную его заточку;
- настройку режимов работы станка;
- правильную установку резца по центру детали с использованием приспособления — шаблона;
- замер полученных размеров резьбовыми шаблонами или калибрами.
При резьбообразовании не допускаются: задиры, дробление, рваные нитки, риски.
Специальное приспособление или вихревые головки с отдельным приводом расширяют функциональные возможности токарных станков.
Токарно-револьверные станки повышают производительность обработки за счет сокращения времени на замену инструмента.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.
Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.
С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.
Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.
Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.
Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.
Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.
Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.
Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.
Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.
Сборка конструкции
Из двух разобранных выше видов самый легкий в исполнении — винтовой дровокольный агрегат. Это обычная конструкция без усложненных узлов. В его состав входят электрический двигатель, винтовой конус, несколько подшипников, вал и редуктор. Кстати, последний может быть в форме цепной ременной передачи, может применяться, как заводской агрегат с зубчатой передачей.
Что касается мотора, то лучший вариант — это электрический, хотя можно поставить и бензиновый, если собирается огромная дровокольная установка. Помните, что для маленького станка можно взять двигатель от ненужной стиральной машинки, который работает от напряжения двести двадцать вольт. Он хоть и со слабой мощностью, но, установив качественный редуктор, можно увеличить его мощность в пару раз
Здесь важно правильно выбрать все элементы. Например, можно поставить на валу двигателя маленький по размерам шкив, а на вал, на который поставлен конус, установить огромного диаметра шкив
И чем больше разница между диаметрами будет расти, тем мощнее будет устройство.
Не забывайте! Очень серьезный показатель — скорость вращения рабочего инструмента. Она не должна быть выше 500 оборотов/мин. Поэтому нужно правильно выбрать редуктор к электрическому двигателю.
Выбор подшипников
Теперь о подборе подшипников. В принципе, могут подойти любые, главное, чтобы создаваемый под них вал подходил действующим на него нагрузкам.
Для маленьких дровоколов можно поставить вал диаметром 25 мм. Соответственно, под него покупаются подшипники с внутренним диаметром, который подойдет внешнему диаметру определенного вала.
Сами подшипники устанавливают на устройство в специальном чугуном корпусе.
Корпус может быть раздельным для каждого подшипника или одним для двух сразу. Можно купить корпус у мастера, но лучше приобрести старые конструкции, которые всегда можно найти на любой свалке для металлолома.
Закрепляются подшипники на станине при помощи болтов. Сама станина в месте установки должна быть довольно крепкой, поэтому именно в частях крепления под корпуса подшипников ставится металлический профиль (угол, швеллер), который к станине дровокола приваривают электросваркой. Само основание станка делается из труб или углов.
https://youtube.com/watch?v=AFSrX76PtFQ
Конус
И самый важный элемент винтового устройства с двигателем двести двадцать вольт — это конус. Начнем с того, что создают его из очень крепкой инструментальной стали. Поэтому самому его создать — даже мастеру — в домашних условиях очень сложно. Но этого делать и не стоит, потому что винтовые конусы сейчас продаются свободно. Помните, что нужно правильно его выбрать по размеру, потому что от этого зависит то, какие чурки можно будет резать. Вот соотношение размеров конуса с размерами разрезаемых материалов при одной длине инструмента:
- диаметр — семьдесят мм, размер скоса — 1,1. При указанных характеристиках глубина раскола будет примерно 450 мм;
- диаметр — восемьдесят мм, скос — 1,2, глубина расколов — 550 мм;
- диаметр — сто мм, скос — 1,5, глубина раскола — 750 мм.
Огромное внимание стоит уделить направлению нарезания резьбы. Она должна быть левой
То есть, при установке конус должен упираться в бревно и еще тянуть его на себя. По сути, при помощи резьбы производится вспомогательное движение детали — поступательное. Получается, что сам рабочий элемент будет вращаться.
Это довольно важно для конусных дровоколов бытового вида, потому что у них будет отсутствовать специальный узел для подачи. Все будет выполняться вручную
Именно такой вариант обеспечит условия, при которых не надо будет применять огромное давление на разрезаемую чурку из дерева.
Выбор конуса будет зависеть от его конструкции. Их всего два вида:
- с хвостовиком;
- с внутренним специальным отверстием.
В первом варианте в валу, на который конус будет ставиться, сверлится с торца дырка под габариты и диаметр хвостовика. Конечный вставляется в дырку вала и закрепляется в нем с помощью стопорного винта, который устанавливают с одной боковой стороны. Во втором варианте сам вал вносится в посадочную дыру конуса, где закрепляется двумя стопорными винтами.
Винтовой дровокол
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.
Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.

Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)

Собираем подъемники для гаражных ворот самостоятельно
Если вы обладатель довольно небольшого гаража или в вашем дворе мало места, можно воспользоваться подъемными воротами, позволяющими сэкономить приличное количество полезного пространства, так как подобные ворота открываются вверх, а не в стороны.
Существует несколько разновидностей механизмов, которые можно установить своими руками на ворота: подъемно-секционные и подъемно-поворотные.
Подъемно-поворотный механизм являет собой систему для поднятия дверного полотна и разворота его параллельно потолку.
Подъемно-секционные ворота являют собой более модифицированную конструкцию. Здесь дверное полотно состоит из нескольких секций. Они, во время поднятия, складываются в гармошку и собираются в специальный короб. Такие ворота более удобны в эксплуатации, однако самостоятельно их установить намного сложнее.
Виды резьбы на трубах
Хоть процедуру нарезания резьбы на водопроводной трубе сложной не назовёшь, прислушаться к некоторым советам будет отнюдь не лишним. Умение отличать левую резьбу от правой, а дюймовую от метрической тоже не помешает.
При левой резьбе гайка на болт накручивается против часовой стрелки. Если же резьба правая, гайка наворачивается на болт по часовой стрелке.
Метрическая резьба характеризуется тем, что:
- геометрические размеры деталей измеряются в миллиметрах;
- вид профиля – равносторонний треугольник;
- имеет меньший шаг.
Особенностями дюймовой резьбы является:
- единица измерения геометрических размеров деталей — дюймы;
- имеет вид профиля равнобедренного треугольника с углом при вершине равным 55 градусов;
- имеет больший шаг. Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.
Все виды резьбы используются в тех или иных случаях. Но стоит отметить, что правая встречается буквально на каждом шагу, а вот левая — гораздо реже.
Чтобы правильно нарезать резьбу, нужно знать, чем они отличаются друг от друга
Нарезание резьбы на станках
Процесс формирования винтового соединения представляет собой перемещение режущего инструмента относительно оси заготовки и равномерное прорезание углубления по винтовой линии резьбы. Параметры соблюдения размерности обеспечивает специализированный инструмент либо согласование подачи станка и скорости вращения детали.
Основные параметры резьбы:
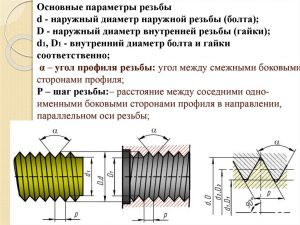 Параметры резьбы
Параметры резьбы
- Шаг резьбы – расстояние между вершинами соседних витков;
- Угол подъёма (увеличения) – соотношение скоростей вращения шпинделя станка и величины подачи инструмента.
Настройки нарезания стандартной резьбы на токарно-винторезном станке задаются специализированным инструментом. Простейшими операциями считаются нарезание резьбы плашкой (леркой), метчиком на крепеже.
Сложные по исполнению, заглублению и конфигурации виды резьбы на цилиндрической либо конической поверхностях требуют переналадки оборудования. Подбираются табличные режимы нарезания резьбы на станке.
Помимо сопряжения и уплотнения отдельных конструктивных элементов (крепёжная), проводится нарезание резьбы для перемещения элементов, передачи и трансформации механического усилия.
Контур резьбового профиля в плоскости – решающая характеристика применения соединения винт – гайка. Профилирование треугольной цилиндрической крепёжной наружной и внутренней резьбы разъёмных соединений с нарезанием на станке.

Резьбы по ГОСТ
Резьбы стандартные по ГОСТ, нестандартные:
- Треугольная ГОСТ 9150-81 метрическая, угол вершин — 60;
- Трубная цилиндрическая ГОСТ 6357-81, угол впадин — 55;
- Трубная коническая ГОСТ 6211-81, угол впадин — 55;
- Трапецеидальная ГОСТ 9484-81, угол впадин — 30;
- Упорная ГОСТ 10177-82, угол вершин — 30;
- Круглая, угол впадин — 30;
- Модульная;
- Прямоугольная нестандартная, угол вершин и впадин — 90

Расположение резьбовых ниток по поверхности формируется технической необходимостью. Ход и шаг однозаходной винтовой нити совпадают. Сопряжение нескольких многозаходных резьбовых ниток, равноудалённых между собой, требует расчёта углового деления диаметра между канавками. Ход многозаходной нити исчисляется умножением длины шага на количество заходов.
Удаление сломанного инструмента
Даже слесари с многолетним опытом в силу разных причин иногда ломают метчики при нарезании внутренних резьб ручным способом. Вопрос в том, как извлечь обломок изделия, ведь не всегда проблему можно решить проделыванием другого отверстия. Если обломок хоть немного торчит над поверхностью, стоит попробовать захватить его пассатижами или губками ручных тисков и попытаться вывернуть естественным образом. Как правило, это дает успешный результат.
Когда обломок рабочей части полностью сидит в отверстии, нужны кардинальные меры. Одна из них — попробовать вывернуть его оттуда сверлом левого вращения, работая дрелью на самых низких оборотах. Ничего не выходит? Придется отыскать сверло с твердосплавным наконечником или алмазом и просто высверлить застрявший кусок инструмента.
https://youtube.com/watch?v=4FOJf16EpjY
Отломанную рабочую часть метчика подчас бывает очень трудно извлечь, поэтому к выполнению работы надо отнестись скрупулезно, особенно при недостатке опыта. Пользуйтесь хорошо заточенным инструментом, соблюдайте все предложенные выше рекомендации, и вы 100% получите результат в виде надежного резьбового соединения.
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Как усилить комнатную антенну
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Наиболее распространенным можно назвать плашку самых различных видов. Он входит в число необходимых инструментов для нарезания витков. Среди его особенностей отметим нижеприведенные моменты:
- Плашка выглядит как гайка, изготавливаемая из закаленной стали. С торцевых сторон распроложены отверстия, выполненные в виде цветка. Для обеспечения механической обработки грани представлены острыми режущими кромками. За счет лепестковой формы обеспечивается отведение стружки от зоны резания.
- В корпусе есть отверстия, предназначенные для установки рукоятки. Расположены они по боковым сторонам, за счет чего обеспечивается равномерное воздействие.
Плашка получила большое распространение по причине того, что довольно проста в применении. Рекомендации по ее применению выглядят выглядит следующим образом:
- На момент обработки труба должна быть вертикально расположенной. При этом она фиксируется при помощи тисков.
- Рекомендуется провести очистку поверхности, а также создание фаски.
- На трубу следует нанести масло, которое упростит ход плашки по трубе.
- Стоит учитывать, что плашка должна быть расположена строго вертикально. Даже при отклонении всего на 10 градусов приведет к снижению качества получаемых витков.
- Рукоятку следует вращать по часовой стрелке.
- Для того чтобы повысить качество получаемой поверхности следует после двух витков делать один обратный, за счет чего обеспечивается отвод остатков металла от режущей части.
Нарезание резьбы плашкой
Во время проведения работы следует периодически смазывать рабочую часть и трубу маслом. Смазывающиеся вещества делают процесс резания более простым и плавным.
Использование плашки
 Еще плашки для нарезки называются лерками. Это приспособление для нарезки по сути является гайкой, которую оснастили отверстиями. Они создают кромки для разрезов.
Еще плашки для нарезки называются лерками. Это приспособление для нарезки по сути является гайкой, которую оснастили отверстиями. Они создают кромки для разрезов.
Зависимо от формы лерка для нарезки бывает:
- круглой;
- раздвижной;
- разрезной;
- цельной.
Используя такое приспособление, как лерка, можно быстро подготовить для соединения трубное изделие любого вида.
Плашку необходимо совмещать с торцевой частью трубного изделия строго перпендикулярно. Если допустить перекос, то появляется вероятность срыва витка, или может измениться диаметр резьбы. И в том, и в другом случае итоговый результат будет неудовлетворительным.
Всю работу с леркой рекомендуют выполнять плавно, не допуская рывков. Осуществляя действие этим приспособлением, следует время от времени смазывать резцы и поверхностную часть резьбы.
По завершении финального витка плашку необходимо вернуть вверх и по резьбе проходятся опять.