Как варить вертикальный сварочный шов
Содержание:
- Плюсы и минусы инверторной сварки
- Инструменты для сварки
- Классификация способов сварки
- Как самостоятельно сделать биотуалет?
- Производители
- Видео: Как сделать битумную мастику своими руками
- Работа с поворотными и неповоротными стыками
- Другие виды сварки
- Технология вертикальной сварки
- Инструкция для начинающих
- Принципы сварки горизонтального шва
- Рекомендации для сварщиков
- Варианты рабочего процесса
- Как варить шов
- Что такое магнитный пускатель, и какое он имеет предназначение?
- Инструкция для начинающих
- Как защитить колодец от загрязнения
- Сварка неповоротного вертикального стыка
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.
Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.
Существует несколько аппаратов для сварки:
- Трансформатор. При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель. Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор. Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.
Электродуговая сварка
Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Как самостоятельно сделать биотуалет?
Производители
Отправляясь в магазин, вооружитесь нашим списком проверенных производителей:
- Knauf – популярная в мире немецкая марка, отличающаяся высокими показателями качества, богатым ассортиментом. Однако высокая цена товаров этой компании не способствует их распространению на российском рынке.
- Самовыравнивающийся материал Ivsi широко представлен в магазинах множеством специализированных линеек и пользуется стабильным спросом.
- Быстросохнущий ровнитель Bergauf отличается не только достойным качеством, но и идеально подходит для новичков в деле заливки пола.
Также нужно обратить внимание на продукцию российской марки «Боларс», соответствующую всем европейским стандартам и привлекающую доступной ценой.
Наиболее бюджетный вариант – отечественный наливной пол «Геркулес». Его главное достоинство – низкая стоимость
Показатели качества невысокие.
Среди производителей полимерных покрытий следует отметить такие марки:
- Уже известные Knauf и Ivsi, единственным минусом которых является необходимость ожидания товара при заказе через каталог.
- Группа компаний «Юнис», производящая огромное количество наименований строительных материалов. Что касается эпоксидных смесей, то наиболее известен «Горизонт». Он отличается внушительными характеристиками и приемлемой ценой.
- Еще одна популярная марка, пользующаяся большим спросом – Элакор ПУ. Однако здесь нужно учесть: перед тем как заливать комнату, полиуретановый ровнитель смешивается с отвердителем и цветовой основой, после чего смесь наносится слоем не менее 10 мм.
- Отечественный состав «ПРАСПАН», включающий в состав полиэфирную смолу, так же как швейцарский аналог «SIKA» и греческий продукт «Giperdesmo», хорошо подходят для самостоятельной заливки.
Видео: Как сделать битумную мастику своими руками
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Технология вертикальной сварки
Вертикальная плоскость предусматривает применение разных способов (в зависимости от типа соединяемых металлов, наличия соответствующих навыков).
Варка электродом
Создаваемые подобным способом швы имеют разные виды.
При сварке электродом применяют следующие способы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она должна быть меньшей, чем ширина обрабатываемой области.
Для исключения образования подтеков электрод ведут, двигаясь в разные стороны.
Использование полуавтомата
При использовании инверторного сварочного аппарата учитывают следующие моменты:
- Способ предварительной обработки деталей выбирают в соответствии с типом предстоящих работ. При этом определяют толщину металла и его обрабатываемость.
- Дуга должна быть короткой, сила тока — средней.
- Обработанный специальным составом стержень размещают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.
Качественное сварное соединение получают при отрыве дуги. Этот способ следует использовать новичкам, т.к. он прост и удобен. В период отрыва металл остывает, вероятность образования подтеков снижается. Однако это негативно влияет на производительность.
В процессе сварки важно соблюдать следующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно использовать принцип петель или короткого валика.
- Снизить показатель силы тока на 5 А от среднего значения, что позволит задать иную форму и другие параметры шва.
Основные показатели выбирают экспериментальным способом. Поэтому качество соединения зависит от того, знает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.
Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в обратном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна смещается вниз, поэтому требуется достаточно большой угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если металл образует наплывы в нижней части, скорость движения повышают, нагревая материал в меньшей степени.
Другой способ — сварка с отрывом дуги (дуговая сварка). В периоды передышки можно незначительно снизить силу тока: металл, остывая, прекратит стекать. Перечисленные способы применяют попеременно.
Рекомендации для сварщиков
При формировании швов в вертикальном и горизонтальном положениях специалист не должен допускать отрыва расплава от обрабатываемой области.
Это возможно, если соблюдать рекомендации, зависящие от техники сварки:
- Снизу вверх. Электрод ведут от нижней точки к верхней. Таким способом удается получить наиболее качественное соединение. Для образования шва достаточной ширины используют разные варианты движения стержня, например «елочкой». На первом этапе стыки прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня удерживают в пределах 45-90°. Электрод двигают со средней скоростью. Допускаются зигзагообразные движения.
- Сверху вниз. Такой метод подойдет опытному сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения — прямоугольными, пилообразными или волнообразными зигзагами.
Метод сверху вниз также считается правильным, но сложным. Он позволяет получить наиболее качественные стыки.
Варианты рабочего процесса
Сварка потолочного шва бывает нескольких видов.
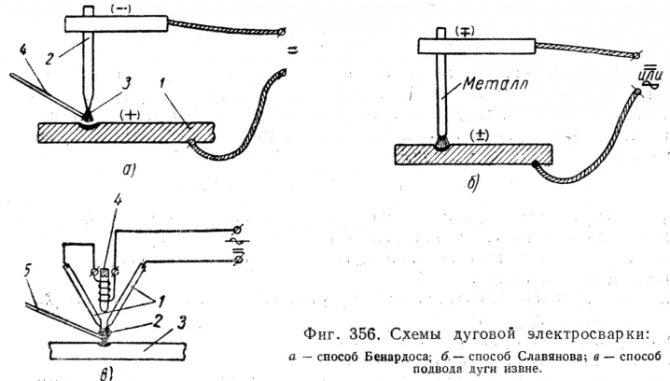
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
https://youtube.com/watch?v=_9i1u5ihIHI
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
https://youtube.com/watch?v=N1Q5pQpXDmI
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Что такое магнитный пускатель, и какое он имеет предназначение?
Стандартный магнитный пускатель – это типичное электромеханическое устройство, которое нацелено на работу с трехфазными электродвигателями. Его целевое назначение – обеспечение непрерывной и безопасной работы двигателя, включая контроль отключения питания агрегата, если будут возникать внештатные или аварийные ситуации.
Используемая схема реверсивного пускателя позволяет успешно его применять для электрокотлов, тэнов, электродвигателей, то есть когда необходимо проявить функционал коммутационного аппарата или осуществить автоматическое подключение или отключение от электрического источника.
Определим основные задачи магнитного пускателя, а они следующие:
- дистанционное управление агрегатами. Например, асинхронным двигателем. Созданная схема реверсивного пускателя с кнопками позволяет менять направление вращения вала.
- контроль нагрузок агрегата. Применятся для разгрузки маломощных контактов. Даже есть возможность подключить магнитный пускатель к домашнему выключателю, подготавливая его к работе с большим количеством лампочек.
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.

Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Как защитить колодец от загрязнения
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. | |
|
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |