Как варить полуавтоматом без газа?
Содержание:
- Материалы для монтажа плит
- Рассмотрим стиль лофт в интерьере различных комнат
- Характеристики сварочного полуавтомата
- Устройство скорости подачи электродной проволоки
- Порядок подключения к сети и запуск в работу
- Особенности изготовления сварочного полуавтомата
- Планируем электропроводку дачного домика
- 2 Как функционирует такой аппарат?
- Жидкокерамическая теплоизоляция
- Режимы
- Виды сварочных полуавтоматов
- Лучшие домашние ультрафиолетовые лампы
- Навигация по записям
- Чем отделать потолок
- Сварка полуавтоматом без применения газа
- Лучшие профессиональные сварочные полуавтоматы
- Устройство самодельного сварочного полуавтомата
- Полки для ванных комнат: виды, материалы и стилевое оформление
Материалы для монтажа плит
Отдельный вопрос — чем приклеивать пеноплекс. Многие используют монтажную пену. Это удобно — не надо разводить клеящий состав, намазывать лист, выдерживать определенное время. Какая же «монтажка» подойдет для утепления стен пеноплексом?
При выборе клея важно убедиться, что его состав подходит для монтажа пеноплекса
Технология ведь должна быть и надежной, и безопасной:
- в составе пены недопустимо присутствие толуола. Это вещество разрушает и пеноплекс, и здоровье человека;
- если площадь утепления велика, то лучше использовать профессиональную пену, а к ней — монтажный пистолет;
- лучшее сцепление даст полиуретановая пена однокомпонентная.
Этот способ хорош еще и тем, что можно запенить все неровности и зазоры, неизбежные при раскрое плит. Стыки закрывают обыкновенным скотчем. Единственный минус в том, что цена пены многократно повысит стоимость утепления.
Устройство вентилируемого фасада с применением экструдированного пенополистирола
Намного дешевле обойдутся сухие клеящие смеси. Они делятся на группы по типу вяжущего компонента:
- цементные или гипсовые (минеральные) — Церезит, Сармат, Теплоклей;
- полиуретановые — Титан для пеноплекса, Изомелфи;
- гидроизоляционные — битумная мастика, Унифлекс;
- на смешанных полимерах — Эмфиколь, Момент.
Смесь фасуется в мешки по 5-50 кг. Десятикилограммового мешка хватит на облицовку 10-15 кв. м стены, в зависимости от состава клея.
Для лучшего сцепления гладкие плиты пеноплекса прокатывают игольчатым валиком
Рассмотрим стиль лофт в интерьере различных комнат
Гостиная лофт
Гостиная — самое уютное помещение в квартире. Вид голых бетонных стен вряд ли понравиться всем и будет способствовать комфорту.
Поэтому можно оставить одну необработанную стену, а остальные покрыть штукатуркой или закрасить. Бетонные балки на потолке создадут индустриальный вид. Их можно приукрасить белой краской. Не стоит ремонтировать неидеальный потолок, он только будет способствовать созданию нужной атмосферы.
Окна тоже не нуждаются в украшении, поэтому шторы там не нужны. Окно можно оставить не зашторенным, но если это кажется совсем неуместным, то можно повесить жалюзи. Полы тоже должны остаться открытыми, ковры в такой обстановке не будут смотреться. Плакаты, старые фото, часы на стенах создадут нужный настрой интерьера.
Кухня лофт
Довольно часто кухня не отделена от гостиной, это особенно характерно для домов современной постройки. Отделить эти два помещения можно с помощью мебели или посредством прозрачной перегородки.
Гладкие или кирпичные стены на кухне остаются классикой жанра, которая подходит всем помещениям. Если нет возможности выкладывать стену настоящим кирпичом, то в качестве отделки можно использовать искусственные материалы, дизайн от этого не пострадает. Деревянные или металлические балки на потолке придадут индустриальный вид. На кухне потолки также можно покрыть штукатуркой.
Кухонный фартук, покрытый однотонной плиткой или металлическими листами будет усиливать образ, придавать некую грубость. Простая мебель без какого-либо декора создает нужный эффект. Она может быть сделана из стали, дерева, пластика, стекла. Главное, умело сочетать разные фактуры. На кухне допустимо наличие огромного количества бытовой техники, но не мебели. На кухню лофт можно вместить современный телевизор с плазменный панелью, кофе машину.
Спальня лофт
В интерьере жилого помещения трудно добиться нужной цели, но все же это возможно. Делая ремонт спальни, можно сделать некоторые послабления. Полы застилаются ковриками, окна занавешиваются шторами.
Для того, чтобы подчеркнуть нужный стиль интерьера, необходимо выбрать соответствующую кровать. Она должна иметь простую лаконичную форму, деревянный или металлический каркас из стали. Около кровати можно поставить тумбочки или ящики, куда можно складывать вещи. Кровать украшается однотонным покрывалом.
Одна кирпичная стена поможет выделить стиль лофт. Для отделки остальных стен можно использовать однотонную краску. Для того, чтобы создать соответствующий дизайн, можно использовать специальные обои, имитирующие кирпичную кладку. На потолки можно установить плафоны, а можно люстру из хрусталя. В обстановку идеально впишутся раритетные торшеры, лампы.
В интерьере спальни хорошо будет смотреться как современный плазменный телевизор, так и старый телефонный аппарат. Стены украшаются черно-белыми фотографиями или постерами.
Прихожая лофт
Квартиру должно быть видно всем прямо с прихожей. Если квартира новая, в ней еще не был сделан ремонт, то воплотить данный стиль будет намного легче.
Наверняка, в такой квартире остались кирпичные или бетонные стены, что и нужно для этого стиля. Их просто оставляют так, как есть. Если такой вариант кажется совсем неуютным, то можно отштукатурить стены прихожей.
Потолки тоже можно оставить как есть или покрасить их в белый цвет. Пол выстилается ламинатом или светлой плиткой, но лучше использовать доски. В прихожей хорошо будет смотреться старомодная мебель и вешалка.
Мебель может состоять из шкафа-купе, только без стеклянных дверей. Простой плафон на потолке осветит прихожую, а несколько бра будут также нелишними. Если в прихожую поставить современный шкаф-купе, то выделить стиль можно с помощью старого столика и торшера. Когда вся квартира оформляется в стиле лофт, то для ванной тоже необходимо подобрать декор, соответствующий всем принципам лофта.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Устройство скорости подачи электродной проволоки
Хотя производители позиционируют сварочные аппараты как сверхнадежные приборы, довольно часто они выходят из строя по причине регулятора подачи проволоки, что вынуждает владельца часто заниматься его ремонтом. Если возникли проблемы в работе этого элемента, то в дальнейшем это может негативным образом сказаться на работе и самого сварочного полуавтомата. При положительном исходе владельцу потребуется лишь потратить больше времени на сварку и заменить электронную проволоку. Учитывая, что в момент подачи насадки сварочного агрегата проволока фиксируется, для ремонта владелец должен будет извлечь насадку и очистить контактную зону.
Если в работе регулятора управления подачи проволоки возникают неполадки, то это позволяет сделать вывод о неоптимальной скорости поступления сварочной проволоки.
Выход из строя регулятора управления может быть обусловлен и неисправностями в его механической части. Используемая в нем схема предусматривает прижимной ролик, который оснащен регулятором уровня прижима проволоки, а также роликом подачи проволоки. Последний характеризуется наличием двух углублений, из которых выходит сварочная проволока диаметром до 1 мм.
После регулятора располагается соленоид, основная функция которого заключается в контроле подачи газа. Учитывая, что регулятор является довольно массивным элементом, а его крепление к панели аппарата обеспечивают лишь несколько болтов, правильно будет считать, что регулятор подачи не имеет надежной опоры. Эта особенность может привести к перекашиванию конструкции полуавтомата, что также может стать причиной выхода его из строя.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций
При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Особенности изготовления сварочного полуавтомата
Самому сделать инверторного типа полуавтомат будет сложно, потому что придется своими руками конструировать устройство подачи проволоки.
Но когда решение принято, остается запастись инструментами и материалами из следующего списка:
- трансформаторное устройство с подачей тока не менее 150 Ампер;
- механизм подачи проволоки;
- гибкий рукав для подачи газа;
- бобина с проволокой;
- устройство управления.
Конструкция механизма подачи требует пристального внимания, так как его использование необходимо, чтобы осуществить подачу проволоки к зоне сварки посредством рукава.
Видео:
При этом скорость подачи электродной проволоки должна отвечать скорости плавления расходника. От скорости подачи проволоки будет зависеть качество выполненного шва.
Поэтому рекомендуется заранее предусмотреть регулятор скорости в сварной системе, что впоследствии позволит проводить сварочные работы проволокой, выполненной из разных материалов, и имеющей разный диаметр.
Как правило, сварочные работы проводят с использованием электродной проволоки от 0,8 до 1,6 мм. Изделие наматывают на бобины, затем заправляют инвертор для сварки.
Если подачу сварочной проволоки к горелке сделать в полном автоматическом режиме, то удастся сократить время, которое обычно должно затрачиваться на сварочные работы.
В свою очередь, ток контролирует специальная электрическая микросхема – микроконтроллером в режиме широтно-импульсного модулятора.
От коэффициента заполнения зависит напряжение на обкладках конденсатора, от которого, в свою очередь, зависит электрическая сила сварочной дуги.
Планируем электропроводку дачного домика
2 Как функционирует такой аппарат?
Принцип работы полуавтомата состоит в том, что он преобразует переменный ток, который попадает в него при подключении агрегата к электрической сети, в постоянный. Для этих целей в нем имеется специальный модуль, высокочастотный трансформатор и несколько выпрямителей. Существуют и еще более инновационные аппараты, снабженные особым блоком для регулировки в автоматическом режиме коэффициента мощности.

Непосредственно рабочий процесс при использовании сварочного инвертора-полуавтомата выполняется посредством подачи (непрерывной, с неизменной скоростью) электродной проволоки к месту, где горит электродуга. В эту же область с целью защиты расплава вдувается углекислый газ, аргон либо другой газ. Подобная схема сварки гарантирует получение безупречного по прочностным показателям соединения. При этом в шве практически полностью отсутствуют шлаки (атмосферный воздух не проникает в сварочную зону, которая защищена газом).

Вся операция сварки инверторным полуавтоматом управляется микропроцессором. Он постоянно следит за рабочими характеристиками агрегата и непосредственно за сварочным мероприятием. Как только процессор фиксирует изменение какого-либо из важных параметров, он мгновенно корректирует работу оборудования. Какой сварщик-профи сможет отказаться от подобного агрегата?
Жидкокерамическая теплоизоляция
Выполняемая по самым современным технологиям жидкая внутренняя теплоизоляция на основе керамики имеет такие особенности:
- высокий уровень экологичности, позволяющий применять материал в любых помещениях;
- устойчивость к пару и влаге, обеспечивающая сохранение эксплуатационных характеристик даже после намокания;
- длительный срок службы (не меньше 15 лет);
- устойчивость к воздействию грызунов, насекомых и ультрафиолетовых лучей.
Материал наносится на защищаемую поверхность при любых температурах и отличается сравнительно доступной ценой. К недостаткам жидкокерамической теплоизоляции относят незначительную защиту от шума и невысокую устойчивость к механическим воздействиям.
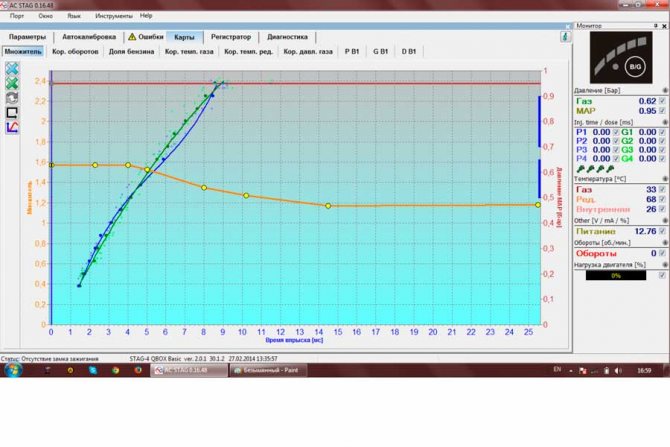
Режимы
В инструкции по эксплуатации для каждого устройства даются советы: как нужно использовать полуавтомат, какой режим выбрать, с какими оборотами подавать проволоку и т. д. Там есть подробные таблицы и схемы, где можно почерпнуть всю необходимую информацию.
Но, в принципе, отталкиваясь от толщины металла, сварщик способен определить, в каком именно режиме сварки следует сейчас работать.
Так, шов на листах металла свыше 0,5 мм и до 1,5 мм следует выполнять электродом с размером диаметра 6 мм.
Если же металл превышает 5 мм, то работу над ним необходимо проводить поэтапно, накладывая каждый шов строго поверх другого – только так можно получить качественный сварочный шов.
Скорость сварки в зависимости от толщины металла.
Чтобы выполненная сварочная работа была качественной, нужно учесть также и скорость сварки. Она обозначает скорость перемещения электрода вдоль шва. Её влияние проявляется при ручной и сварке полуавтоматом (т. е. там, где используются электроды).
Главное, выбрать нужную скорость, так как при большом её показателе сплав не сможет прогреться до определённой температуры, и металл просто «не проварится»; впоследствии такой шов не прослужит долго и будет очень хрупким. Если использовать маленькую скорость, то это приведёт к интенсивному плавлению металла, и образуются наплывы
Вот почему так важно выбрать верное значение
Скорость сварки напрямую зависит от объёма поставляемого тока, для его расчёта применяют специальные формулы. Правильный расчёт поможет определить именно ту необходимую скорость.
Для применения формулы потребуется совсем немного: нужно значение тока и параметры металла.
С ростом скорости сварки можно также добиться, чтобы ширина шва уменьшилась. Но следует быть осторожным, так как при очень высокой скорости образовываются подрезы шва, притом с наружной и внутренней стороны одновременно.
При верно выбранных параметрах, в том числе и скорости, детали, которые поддавались соединению, будут крепко и качественно сварены, прослужат долго и станут менее уязвимы для коррозии.
Виды сварочных полуавтоматов
Существующие типы сварочных полуавтоматов делятся на типы приборов при помощи, которых возможно выполнять различные работы исходя из источника питания для сварочных работ. Давайте узнаем, какой лучше выбрать полуавтомат:
- Трансформаторный. В силу своих габаритов и немалого веса чаще всего используется при стационарных работах. Обладает унифицированной схемой и простой конструкцией.
- Выпрямительный. Данный тип прибора считается довольно надежным, а также неприхотливым к условиям хранения. Благодаря высокому уровню электрической дуги позволяет сваривать металл фактически герметично, но представляет собой довольно не малые размеры.
- Инверторный. Нашел свое применения в бытовых условиях благодаря своей компактности и небольшому весу, не требуя большого потребления электропитания. Довольно часто применяется в гаражных работах. Имеет довольно простую схему. Инверторы настраиваются с максимальной точностью, на выходе получается идеальная кривая.
Большинство сварочных полуавтоматов выполняют работу вида MIG/MAG, где используется углекислый газ и аргон, что приводит к высоким показателям в сварки швов.
Лучшие домашние ультрафиолетовые лампы
Навигация по записям
Чем отделать потолок
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
Лучшие профессиональные сварочные полуавтоматы
Если подобное оборудование будет использоваться регулярно и для выполнения сложных задач, стоит рассмотреть варианты среди профессиональной техники. Они значительно преобладают над предыдущими категориями по качеству, долговечности эксплуатации, функционалу и производительности. Но нужно учесть тот факт, что ценник будет свыше 40 000 рублей, так как профессиональные равно высокотехнологичные мощные аппараты, справляющиеся с любым металлом и длительностью нагрузки. Оценив заявленные характеристики, отзывы мастеров и пользователей, в рейтинг попало 3 лидера.
Сварог MIG 3500 (J93) (TIG, MIG/MAG, MMA)
При помощи такой модели можно выполнять сварку в режиме MIG/MAG, то есть среде защитного газа, ручным дуговым способом ММА, а также порошковой проволокой без газа FCAW. В дополнение к функционалу производитель позволил применять аппарат для TIG сварки. А чтобы делать это было максимально легко и удобно, в комплекте прилагается тележка с поворотными колесами. На нее устанавливается баллон с газом, после чего можно работать с металлами. В отличие от предыдущих номинантов рабочее напряжение составляет 380 В. При этом максимальный порог тока – 350 А, а мощности 15 000 Вт. Рабочий цикл в активном состоянии составляет 60%, а диаметр проволоки от 1.5 до 6 мм.
Достоинства
- Полная система безопасности прибора;
- Хорошая комплектация;
- 3 типа сварки;
- Высокая производительность;
- Транспортабельность;
- Работа с массивными вещами.
Недостатки
- Цена;
- Только для трехфазной электросети.
Такой Сварог станет незаменимым помощником тем, кто работает с металлами большой толщины, толстостенными деталями. Он обеспечит долгий прогрев, при этом система защиты убережет конструкцию от перегрева. Рабочий цикл позволит использовать в промышленных целях.
Brima MIG-350 (MIG/MAG)
Мощный и производительный прибор подойдет для работы со сплавами разных видов, жесткими неразъемными соединениями. В отличие от других конкурентных моделей здесь шире диапазон тока – от 50 до 350 А, а максимальная мощность достигает отметки 14 000 Вт. Благодаря этому можно подбирать нужный параметр практически для любой толщины, марки металла. Для удобства в вопросах замены проволоки с максимальным диаметром 1.2 мм, ее катушка установлена снаружи корпуса. В комплекте помимо самого прибора идут кабель с клеммами заземления, горелка, 4-х роликовый механизм WF-23A, паспорт, инструкция.
Достоинства
- Многофункциональность;
- Удобная транспортировка;
- Вентиляционные отверстия на корпусе;
- Плавная регулировка;
- Катушка снаружи конструкции;
- Панель приборов.
Недостатки
- Китайская сборка;
- Цена.
Согласно отзывам, MIG-350 действительно справляется даже с массивными деталями. Для этого лишь нужно правильно настроить уровень мощности и тока. Большой диаметр проволоки, наружное размещение катушки, богатая комплектация, все это чаще всего хвалят пользователи в отзывах. Как таковых минусов найдено не было, разве что некоторых покупателей смущает китайское производство немецкого бренда, а также ценник.
Форсаж 502 (TIG, MIG/MAG, MMA)
В линейке всего сварочного оборудования это самый мощный полуавтомат. Его можно применять сразу по нескольким функциям – сварка полуавтомат, электродуговая или аргонная сварка. В комплектации помимо источника сварки идут вилки и силовая розетка, инструкция. Диаметр проволоки составляет 0.8-1.6 мм, ширина используемого тока от 20 до 500 А, а максимальный показательно мощности 27 700 Вт. Продолжительность одного рабочего цикла 60%, чего хватит для выполнения сложных задач. За своевременную защиту от перегрева отвечает специальная система охлаждения горелки. Элементом управления выступает цифровой дисплей.
Достоинства
- Высокая мощность, производительность;
- Контрольная панель с индикацией;
- Точность показателей;
- Надежный корпус;
- Микропроцессорная система для легкого управления.
Недостатки
- Только для трехфазной сети;
- Отсутствие регулируемой функции индуктивности.
Предназначение здесь скорее промышленное, потому что такие высокие параметры нужны для регулярной работы чуть ли не на износ. Как подтверждают отзывы опытных сварщиков, такой термин, как «износ» 502 модели не страшен. Главными преимуществами отмечают микропроцессорное управление, дисплей, высокую точность, надежность сборки
Но важно понимать, что это оборудование только для трехфазной сети. Мастер заметит отсутствие регулируемой индуктивности, то есть наклона характеристик
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
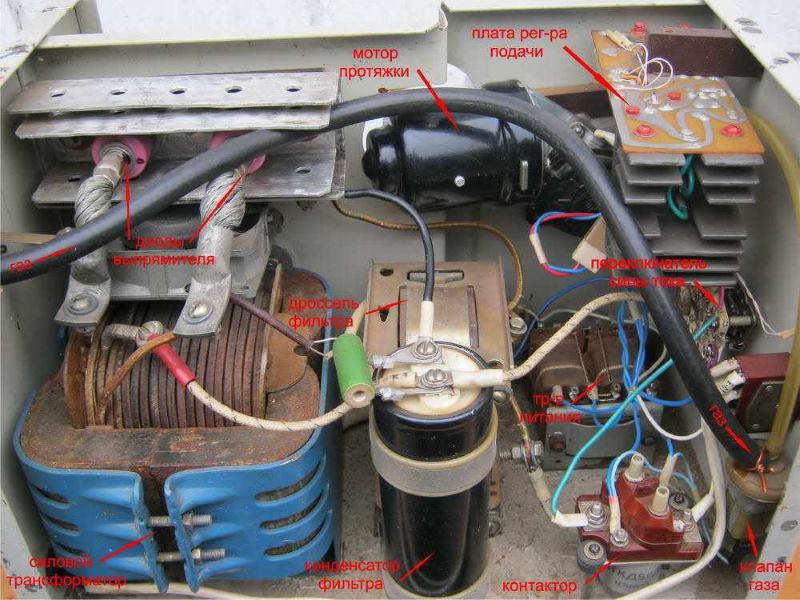
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
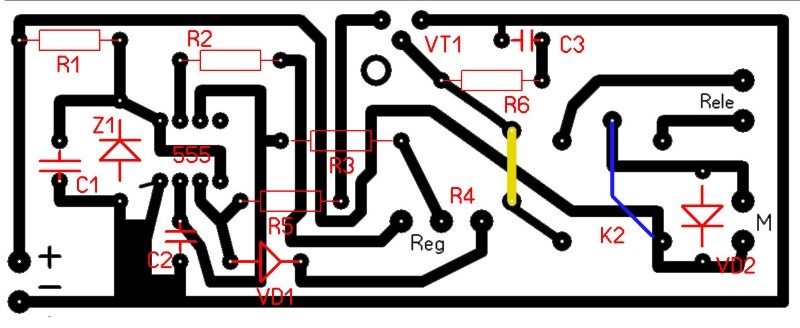
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.