Сварные угловые соединения
Содержание:
- Виды угловых швов (положения сварки)
- Специфика процесса
- Вертикальный шов полуавтоматом
- Разновидности сварных швов и соединений
- Тонкости электросварки
- Разновидности электродов
- Сварка угловых швов наклонным электродом
- Характеристика
- Полезные советы
- Как варить шов
- Разновидности сварных швов и соединений труб
- Сварка угловых швов вертикальным электродом
- Основные правила подготовки труб для сварки
- Сварка труб электросваркой плавящимися и неплавящимися электродами
- Что такое сварочное соединение
- Технология сварочного процесса
- Другие виды сварки
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.
Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая — в вертикальном. Шов формируется в прямом углу между поверхностями.
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.

Пример углового шва.
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Сварка шва имеет такие особенности:

Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика
Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока.
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.

Горизонтальный сварочный шов.
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.

Сварка потолочных швов.
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.

Сварка в лодочку.
Специфика процесса

Запомните, к началу сварки стороны и стыки должны быть заранее подготовлены. Сами свариваемые плоскости должны образовать прямой угол.
Для них подготовка вертикальной кромки ведется с учетом толщины листов, что предстоит варить. При толщине 12 мм – подготавливать нечего. При диапазоне 12-25 мм, кромку обрезают V-образно.
При 25-40 мм, на кромках поверхности (что вертикальная) делают скосы U-образного вида в одном направлении. Когда толщина более 40 мм, должны быть скосы V-образные на той и на другой сторонах.
В противовес тавровым нахлесточный тип угловых швов обходится без предварительной обработки кромок. Швы варят в обоих углах, что образуются в результате совмещения металлистов путем нахлеста друг на друга.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана
Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны
Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Разновидности сварных швов и соединений
Сварку стальных труб производят сварочным аппаратом методом плавления. Сварочный аппарат из переменного тока образует постоянный и посредством электрической дуги нагревает локальный участок изделия до нужной температуры. Формирование электрической дуги происходит на металлическом стержне (электроде). Там где работает дуга, образуется специальная атмосфера, которая при плавлении металла не позволяет ему окисляться. Благодаря качественному сварному шву протечки полностью исключены, т. к. соединение получается герметичным.
Есть много способов наложения швов. Какой способ выбрать, это зависит от толщины труб и материала, из которого они изготовлены. Основные типы швов:
- в тавр;
- встык;
- внахлест;
- угловые.
Также важно учитывать расположение труб по отношению друг к другу:
- Нижний шов. Во время сварочных работ электрод располагают над соединяемыми элементами. При таком способе сварщику хорошо видны все свариваемые участки, поэтому данный метод является самым удобным.
- Потолочный шов. Электрод располагают под свариваемым элементом. При этом оператор поднимает руку вверх и держит над головой, поэтому этот способ применяют только во время ремонта или при замене деформированного участка трубы. При обустройстве новой системы его не используют.
- Вертикальный шов. Такой способ соединения применяют, если 2 трубы располагаются горизонтально. Сварщик проводит электродом движения вверх и вниз и снизу вверх (в вертикальном направлении).
- Горизонтальный шов. Часто горизонтальными соединениями делают монтаж отопительных и водопроводных систем. При этом две трубы находятся в вертикальном положении.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.

Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Разновидности электродов
Электрод — тонкий металлический стержень, который покрыт специальным составом. Он защищает металл от возникновения коррозийного налета и от него зависит, каким получится сварочный шов. Чтобы разобраться, какими электродами варить трубы, нужно рассмотреть свойства каждого из них. Главные параметры, по которым классифицируют электроды — это вид покрытия и тип сердцевины. Изделия бывают с плавящей и неплавящей сердцевиной.
- Для изготовления плавящей сердцевины используют сварочную проволоку с разным диаметром, который подбирают в зависимости от вида работ.
- Для изготовления неплавящей сердцевины используют вольфарм, графит или электротехнический уголь.
Электроды покрывают целлюлозным, рутиловым, рутилово-кислотным или рутилово-целлюлозным покрытием.
Сварка угловых швов наклонным электродом
На практике далеко не всегда есть возможность установить сварное соединение
«в лодочку». Если нет этой возможности, угловые швы сваривают наклонным
электродом (см. рисунок):

а) тавровое соединение; б) соединение внахлёст; в) угловое соединение
Недостаток способа сварки наклонным электродом заключается в том, что при таком
способе достаточно тяжело добиться хорошего провара наплавляемого металла по
нижней поверхности из-за того, что жидкий металл постоянно стекает на неё.
Также тяжело избежать подреза на вертикальной плоскости. Такой дефект
в сварном шве получается из-за того, что жидкий металл постоянно стекает
с вертикальной поверхности. Учитывая эти факторы, сварку угловых швов наклонным
электродом применяют для выполнения небольших катетов, до 8мм.
Кроме этого, при сварке наклонным электродом затруднён провар корня шва. Из-за
этого, в односторонних швах, или двусторонних без разделки кромок, может получиться
непровар. Этот дефект, может послужить причиной
образования горячих трещин, или холодных
трещин при сварке.
Для исключения подобных дефектов, при сварке ответственных соединений толщиной
более 4мм, выполняют одностороннюю разделку, а при толщине более 12мм — двустороннюю
разделку кромок. Рекомендуемые режимы сварки угловых швов указаны в таблице:
| Тип сварного шва | Толщина металла, мм | Число слоёв (проходов) | Диаметр электрода, мм | Сила тока, А |
|
Односторонний тавровый или угловой шов со скосом кромок под углом 45° |
4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
|
Односторонний тавровый или угловой шов с двумя симметричными кромками под углом 45° |
10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8-16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 |
При сварке угловых многопроходных швов наклонными электродами, первый валик
наплавляют на горизонтальной поверхности. Этот валик будет помогать при выполнении
последующего валика, т.к. будет препятствовать стеканию жидкого металла из сварочной
ванны.
При сварке угловых швов электроду сообщают поперечные колебательные движения,
начиная с нижней поверхности, а затем переходить на вертикальную поверхность.
Об этом мы уже говорили на странице «Сварка
швов в нижнем положении». Необходимо выбрать оптимальную траекторию
движения электрода. При выборе правильной траектории риск возникновения непроваров
и других дефектов в сварном шве, существенно снижается.
Дополнительные материалы по теме:
|
Сущность |
Технология ручной дуговой сваркиСварка стыковых швовСварка вертикальных, горизонтальных и потолочных швов |
Характеристика
Что такое угловой шов? Стыковка посредством сварки под углом до 180 градусов, к примеру, труб или других конфигураций из металла. В процессе порой не обойтись без так называемых штыков, угол сторон у которых –90 градусов.
Соединения угловых швов:
- нахлесточные;
- с краями, примыкающими в точке стыковки;
- тавровые (ровная поверхность и один приваренный конец);
- с обрезкой кромок и без нее.
Классификация швов определяется способом их укладки. Они бывают сплошными или прерывистыми. Короткими считаются те, чья длина не превышает 250 мм, длинными – от 1000 мм и т.д. Как отсюда видно, есть еще и средние.
Поговорим о них подробней. Средние начинаются в месте сопряжения частей металлической конфигурации, а конечной точкой станут их края. Их длина колеблется в диапазоне 250-1000 мм.
Полезные советы
Свариваемые поверхности необходимо хорошо просушить, чтобы качество таврового сварного соединения было приемлемым
Важно правильно перемещать электрод, чтобы не допускать пережога и непровара
Работа начинается с прихваток. После этого лучше убедиться, что детали расположены под прямым углом, нет «завала» заготовки в одну из сторон. Во время точечной прихватки можно подрегулировать ток, откорректировать до рабочих значений, тогда будет проще делать проходку.
Сваривая тонкую и толстую пластину, электрод наклоняют к толстой заготовке под углом до 60°. Расплавленный металл будет «сползать» на тонкую деталь, не создавая внутренних напряжений в металле. Когда прямой угол, электрод необходимо вести по стыку снизу вверх, «поднимать» расплав из ванны, смешивая с наплавочным металлом. При сварке «в лодочку» угол наклона электрода составляет 45°. Только в таком положении тавровое соединение будет правильного сечения.
При укладке деталей встык с помощью фиксаторов нужно предусмотреть зазор для образования ванны расплава, глубокого проплавления соединяемых заготовок. Если шов будет формироваться только за счет наплавочного металла, соединение будет непрочным.
Для удобства сборки сварные детали располагают на стапеле или сварочном столе. Для работы применяют различные приспособления: зажимы, магнитные фиксаторы, шаблоны, кондукторы
При сборке важно оценить сложность сварной конструкции, ее возможную подвижность. Избежать прожогов помогают съемные или дополнительные прокладки толщиной до 4 мм из неплавящихся материалов
Работа с накладками будет уверенной, скорость проходки можно увеличить на 20–30%.
Способ сварки «в лодочку» вертикальным электродом при выполнении угловых швов предпочтительнее. Создаются условия для провара корня таврового соединения по всей длине. Зазор между деталями не должен превышать 10% толщины заготовки.
Многое зависит от правильности розжига дуги – в 3-4 мм от вершины угла. Поднимают ее на высоту катета, задерживают для проплавки углов.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
https://youtube.com/watch?v=_9i1u5ihIHI
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
https://youtube.com/watch?v=N1Q5pQpXDmI
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Сварка угловых швов вертикальным электродом
Качественные
угловые сварные соединения, выполняемые вертикальным электродом («в лодочку»),
получить проще, чем те, которые выполняются наклонным электродом. Схема сварки
«в лодочку» показана на рисунке слева. Такой способ сварки позволяет
обеспечить наиболее благоприятные условия для полного провара корня сварного
шва по всей его длине.
Техника выполнения шва «в лодочку» сходна с техникой выполнения стыкового
сварного шва с V-образной разделкой, т.к. формирование сварного шва происходит
между свариваемыми поверхностями похожей, V-образной формы. При сварке угловых
швов «в лодочку», необходима особенно тщательная сборка свариваемых
изделий, чтобы обеспечить максимально возможный зазор между ними. Чем меньше
будет зазор, тем меньше вероятность протекания в него жидкого металла.
Выполнение угловых сварных швов «в лодочку» возможно без скоса кромок,
если толщина свариваемого металла менее 14мм. Зазор между свариваемыми кромками
не должен быть больше 10% от толщины листа. Выбор
режимов ручной дуговой сварки для выполнения угловых швов, происходит в
зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов
указаны в таблице:
| Толщина металла, мм | Катет шва, мм | Диаметр электрода, мм | Сила тока, А |
| 4-6 | 5 | 5 | 250-300 |
| 6-8 | 6 | 6 | 300-350 |
| 10-14 | 8 | 8 | 480-560 |
Основные правила подготовки труб для сварки
По технологии сварки трубопроводов обрабатываемый материал нужно подготовить к работе. Процедура предусматривает такие действия:
- подбор типа сварки в соответствии с геометрией элементов, а также толщины их стенок;
- осмотр труб на предмет сколов, трещин или деформаций (под воздействием высокой температуры эти участки могут полностью разрушиться);
- разделка кромок под углом 90 градусов без каких-либо отклонений;
- зачистка и обезжиривание кромок труб до появления блестящей поверхности металла (используется жесткая щетка и химические средства).

Если толщина кромки больше 3 мм, ее скашивают, чтобы горячий металл полностью заполнил стык .
Сварка труб электросваркой плавящимися и неплавящимися электродами
Сварку труб ручной дуговой сваркой осуществляют при помощи плавящихся или неплавящихся электродов. Технология предусматривает несколько этапов:
Подготовка материала и самого специалиста.
Процесс соединения
При дуговой сварке важно удерживать дугу. Сначала зажигается электрод и получается дуга, после чего изготавливается шов
Его выбор зависит от материала трубопровода, расположения элементов.
Контроль качества соединения.

Особенности сварки полипропиленовой трубы Трубопроводные системы из пластика получили широкое применение для водообеспечения в квартирах и усадебных домах. При соединении отдельных частей применяется сварка полипропиленовых труб. Как это…
Технология монтажа трубопроводов разных видов практически одинакова. Нюансы заключаются в разновидностях швов, умениях сварщика.
Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.
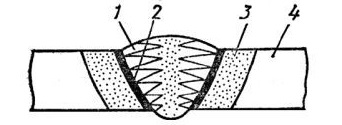 Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Технология сварочного процесса
Что бы заварить трубы , используются такие способы соединения: электродуговой (ручной, полуавтоматический и с применением флюса) или газовый (с использованием ацетилена).
Газовая сварка
Так как сварить трубы электросваркой получается не всегда, то в таких случаях используется газовая горелка. Такой метод применим в полевых условиях. При этом качество и наполненность швов получается выше. Снижается риск появления внутреннего напряжения в металле, так как он меньше поддается температурному воздействию.
Для осуществления работ требуется газогенератор или ацетилен. Во втором случае температура в рабочей зоне выше. Подавать присадочную проволоку нужно так, чтобы она располагалась на раскаленном металле. Если требуется сварка оцинкованного материала, то тут берется флюс, а концентрация кислорода в газе увеличивается. При этом обрабатывать швы противокоррозионными средствами после работы не обязательно.
Ручная дуговая сварка
При сварке труб ручной дуговой сваркой число проходок зависит от толщины их стенок. Значение имеет и состав электродов. Если диаметр изделий большой, то нанесением следующего слоя сбивается окалина, а соединение проковывается. Во время накладывания первого шва нельзя спешить. После этого металл проверяется на наличие трещин. Если на шве есть неровные участки, они вырубаются. Работа в этих местах проводится заново со смещением (1,5-3 см). Финишный слой выполняется электродами с толсто обмазкой.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.












