Работа на токарном станке по дереву: советы для начинающих
Содержание:
- Какие понадобятся резцы для работы?
- Прямой привод или ременная передача
- Устройство деревообрабатывающего токарного станка
- Вытачивание полостей
- Режимы резания при использовании отрезного резца
- Методика работы для начинающих
- Выбор и подготовка заготовки
- Основные приемы работы со станком
- Виды токарных резцов
- Различные варианты и их назначение
Какие понадобятся резцы для работы?
Видов резцов на стандартном станке насчитывается около 15 штук. Каждый из них предназначен для выполнения определенного приема точения. Использовать неподходящий резец, который выполняет идентичные функции, нельзя. Это может дать эффективный результат, но приведет к поломке оборудования.
Резцы — наиболее важная деталь механима. В ручных и автоматизированных станках они сменятся специалистом при каждом ходе. Исключение составляют лишь специализированные варианты, которые можно настроить так, чтоб резец сменялся автоматически на необходимый на шаг-два вперед. Это свойство значительно экономит время. Автоматические токарные станки изменяют резец автоматически, то есть без участия человека. Это очень удобно, так как отсутствует риск получить травму, особенно при проверке работоспособности, кроме того, существенно экономится время и ресурсы.
Специализированные станки оснащены несколькими резцами, так как они работают с конкретной по форме, типу деталью. А вот универсальные оснащаются десятками резцов с различными размерами. В наиболее масштабных вариантах их может быть 15 разновидностей, при этом различных размеров. Виды:
- прямой резец;
- упорный механизм;
- отогнутый проходной резец;
- отрезной не проходной;
- канавочный резец;
- расточный механизм;
- зенкер;
- сверло;
- резец для проведения резьбы;
- развертка;
- фасонный вариант;
- метчик;
- накатка.
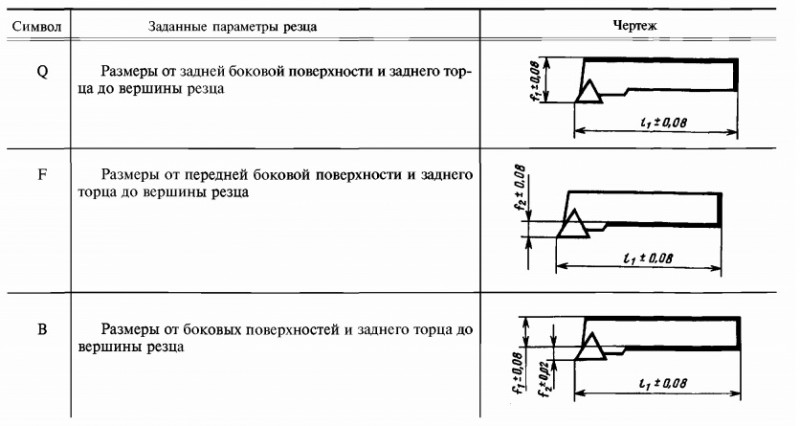
Обратите внимание на то, что в резцах накатки указываются стрелка направления — судят, как перемещается инструментарий при вращении обрабатываемой детали
Прямой привод или ременная передача
Существует несколько способов передачи вращения на заготовку. Самый простой – прямой привод. В данном случае заготовка крепится непосредственно на вал двигателя. Отличительная особенность данной конструкции – простота. При всем при этом прямой привод имеет ряд существенных недостатков.
Прежде всего, станок с прямым приводом не позволяет регулировать скорость вращения, что критично при работе с твердым материалом. Также стоит учитывать нагрузку на электродвигатель, особенно при работе с заготовками большой массы. Как бы хорошо ни была она центрована, без вибрации не обойдется. Подшипники двигателя не рассчитаны на продольную нагрузку и будут часто выходить из строя.

Чтобы обезопасить двигатель от поломок и обеспечить возможность регулировки скорости вращения заготовки, стоит рассмотреть ременную передачу. В данном случае двигатель располагается в стороне от оси вращения заготовки, а крутящий момент передается посредством шкивов. Используя блоки шкивов разных диаметров, несложно менять скорость в довольно широких пределах.
Станок для дома желательно оборудовать шкивами с тремя и более ручьями, что позволит с одинаковым успехом обрабатывать древесину любых пород, а при необходимости работать с мягкими сплавами.
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Вытачивание полостей
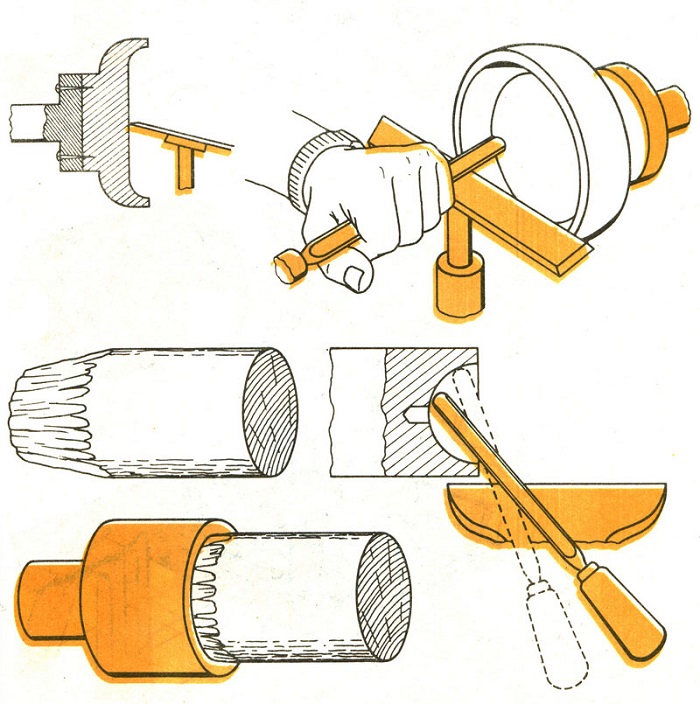
Прежде чем создавать углубление в детали, выполняют ее черновую обработку. Это удобнее сделать при обычном межцентровом креплении. В ходе черновой обработки формируют наружную поверхность изделия, намечают параметры углубления.
Заднюю бабку станка снимают, она не понадобится. Отрезают заготовку необходимой длины и устанавливают ее в фиксатор передней бабки. Проверяют надежность крепления. Подручник поворачивают перпендикулярно заготовке, включают станок. С помощью полукруглого резца начинают точение полости.
Удобнее работать, если предварительно просверлить в центре заготовки отверстие нужной глубины.
Режимы резания при использовании отрезного резца
Токарная обработка металлических заготовок заключается в методичном снятии лишнего металла. Припуск – лишний металл, снятый с детали за определенное количество проходов. Главная задача оператора – выбрать такой режим вращения шпинделя и подачи резца, чтобы не происходило перегрева. Скорость выполнения работы не должна существенно ускорять износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и оператора.
Технологи производят расчет режима резания индивидуально для каждого станка, учитывая его износ и специфику операций. В случае решения сложных задач используется метод пробных проходов в виде точения небольших участков при разных условиях. Это сильно растягивает процесс во времени, но может помочь выйти на оптимальные параметры, которые в итоге ускорят работу. Изготовление новой детали на станках с ЧПУ тоже не обходится без пробных проходов и построения алгоритма работы с учетом специфики изделия и особенностей оборудования.
Тщательно спланированный технологический цикл на основе справочных данных и опыта, использование отрезных токарных резцов, соответствующих ГОСТ, и исправного оборудования – залог успешного и безаварийного производства. Увеличение производительности – задача, решение которой не должно доходить до абсурда. Эксплуатация на пределе возможностей – гарантия быстрого выхода из строя станочного парка, срыва сроков поставки изделий. Резцы – дорогие расходные материалы, но использование дешевых изделий может привести к поломке станка полностью.
Методика работы для начинающих
Неопытные мастера допускают несколько основных ошибок при работе на токарном станке по дереву
При этом важно, что каждый метод работы имеет свои нюансы и опытный специалист их знает
При креплении между двумя центрами
Это один из наиболее популярных методов работы на токарном станке. Он заключается в вытачивании детали, которая закреплена между передней и задней бабкой. Так можно изготовить различные изделия даже большого размера. Это оптимальный метод для начинающих мастеров.

Обтачивание до цилиндрической формы
Для этой работы понадобится полукруглый резец с ровной режущей кромкой для выравнивания поверхности детали. Начинать работу мастер должен с одного окна заготовки и продолжать постепенно без сильного нажима снимать лишний материал. При выполнении этой операции не следует торопиться, а в результате должен получиться ровный цилиндр желаемого диаметра.
Выравнивание плоским резцом
Это следующий этап работы. Токарный станок необходимо отключить, пододвинуть подручник ближе, поскольку размеры детали изменились. Полотно резца должно опираться на подручник и придерживаться одной рукой. Вторая держит ручку, а инструмент держит так, чтобы он противодействовал вращению.
Использование отрезного резца
Этот вариант применяется, если деталь надо отрезать от заготовки. Срез получается ровным и не требует дополнительной шлифовки. Перед тем, как делать срез необходимо карандашом поставить метку на детали. Тогда можно не ошибиться при отрезании.

Выполнение декоративных элементов
Для украшения мастер использует декоративные элементы. На токарном станке чаще всего делают валик и желобок. Между этими деталями делают цилиндрический пояс. При комбинации этих декоративных элементов можно вытачивать практически любые предметы из дерева, начиная от простейших карнизов и заканчивая сложными элементами мебели.
Точим дерево на станке при зажиме с одного конца
Эта методика работы требует особого подхода. Чтобы заготовка держалась используют держатели нескольких видов, а также комбинированные.
Вытачивание полостей
Перед тем, как создать полость в детали, необходимо выполнить ее черновую обработку. Для вытачивания полостей со станка снимают опорную бабку. Заготовку устанавливают в фиксатор передней бабки. Полость вытачивают при помощи полукруглого резца.
Как правильно выполнить шлифовку
Чаще всего детали, обработанные на токарном станке, дополнительной шлифовки не требуют. Но иногда шлифовка требуется. В таком случае следует снять подручник и взять полоску мелкозернистой наждачной бумаги. Оборудование нужно включить на малых оборотах.
Декорирование детали
Для завершения отделки необходимо убрать резцедержатель и снизу обработать изделие мелкой шкуркой. Поворачивать шкурку необходимо крест-накрест. Чтобы изделие красиво смотрелось, его необходимо обработать парафином или воском во время движения.
Выбор и подготовка заготовки
Основа будущего изделия – брусок квадратного сечения. Брусок должен быть без сучков, без трещин и прочих механических повреждений. С помощью линейки и карандаша намечают центры. Найти центр несложно, достаточно начертить по две диагонали на каждом торце бруска.
Прежде чем крепить болванку в токарный станок, ей надо придать форму, близкую к цилиндрической. Не стоит пытаться обточить цельный брусок, можно сломать инструмент или травмироваться в случае вылета крупных щепок. Но и создавать идеальный цилиндр необязательно, достаточно срезать углы, превратив брусок в восьмигранник. Это можно сделать топориком или рубанком.
Иногда в качестве основы используют не брусок, а заготовку, имеющую сечение, близкое к кругу, например обрезок полена. В данном случае используется несколько другая технология. Придавать полену круглую форму не придется, но возникают трудности в поиске центров. Тут не обойтись без специального инструмента плотника – центроискателя.
Основные приемы работы со станком
Станок – вещь, требующая навыков работы по обработке древесины. Достаточно под неправильным углом установить резец и заготовку легко можно испортить, а в особо тяжелых случаях и травмироваться можно. Да и выбор заготовки имеет значение.
Какая древесина подойдет лучше всего
Часто можно встретить рекомендации поначалу работать с мягкими породами дерева (липа, тополь и т. д.). Такие породы дерева можно посоветовать, если изготавливать планируется что-либо декоративное, не воспринимающее серьезную нагрузку при эксплуатации. А вот для более-менее серьезных изделий нужна древесина потверже, например, деревянные точеные ножки для стола лучше изготавливать из дуба, подойдет и сосна, но не липа, осина или тополь.
Отдельно стоит остановиться на качестве заготовки – древесина должна быть целой, без намеков на дефекты
Также желательно исключить из работы те куски дерева, в которых есть сучки, причем неважно, насколько прочно они сидят в массиве, при вращении с большой скорость такой сучок может вылететь на большой скорости и даже защитные очки могут спасовать
Такой сучок гарантированно вылетит при обработке
То же можно скачать в отношении трещин. Ведь точно неизвестно, насколько глубоко она идет и как себя поведет заготовка. Вполне вероятно, что при обработке она просто треснет в самый ответственный момент.
Также желательно перед обработкой удалить кору. Если ее оставить, то на рабочем месте просто будет больше мусора, к тому же кора непрочная, из-за этого легко ошибиться при разметке заготовки.
Как работать со станком
В распоряжении человека несколько тел вращения (шар, конус, шар и цилиндр), комбинируя которые, он и создает свое творение на станке. Этого вполне достаточно, те же точеные балясины из дерева, как правило, используют лишь цилиндрическую поверхность, плавно изменяется только радиус.
Инструкция по работе будет выглядеть примерно так:
нежелательно в станке закреплять 4-угольную заготовку. Даже на низких оборотах удары по инструменты будут чувствительными. Лучше всего начерно топором обтесать углы и добиться формы, хотя бы отдаленно напоминающей цилиндрическую;
Ребро желательно стесать
при установке важно, чтобы заготовка не задевала сам станок. Для этого она просто проворачивается вручную на полный оборот;
снятие стружки нужно проводить аккуратно, за несколько проходов с легким нажатием на резец
Важно соблюдать правильный хват – правая рука лежит на рукояти, а левая надежно прижимает металлическую часть его к подручнику. Его нужно немного наклонить по ходу вращения (угол до 30ᵒ);
Порядок действий при точении
- обработку начерно проводят до тех пор, пока величина припуска не станет равной 2-3 мм. После этого можно переходить к чистовой обработке, сменив резец;
- если нужно выбрать полость, то это делается до наружной обработки с постоянным контролем толщины стенки;
- после придания нужной формы уже готовое изделие отрезается отрезным резцом, шлифуется.
Выборка полости
Завершающим этапом можно считать пропитку защитными составами. Это позволяет достичь 2 цели – проявить текстуру и защитить дерево. Например, деревянные точеные лавочки будут подвергаться воздействию дождя, снега, отрицательных температур, так что пропитка антисептиками лишней не будет.
https://youtube.com/watch?v=fQqQdXWS5Y4
Виды токарных резцов
Широкий круг решаемых задач, которые возникают при создании конструкций из дерева, требует большого количества токарных приспособлений различного назначения. Современные производители предлагают большое многообразие таких изделий. На любой токарный резец возложено выполнение определённых практических задач. Каждый токарный резак состоит из двух частей: рабочей части, производящей обработку или резание и элементов крепления. На рабочую часть выделяют примерно 20 сантиметров от всей длины металлической заготовки. Такой размер обеспечивает свободу манёвра инструментом, что гарантирует точность выполнения требуемых операций. Запас по длине позволяет много раз производить обработку режущей части. Длина хвостовой части определяется длиной будущей ручки. Она должна обеспечивать безопасную работу.
Несмотря на большое многообразие подобных инструментов, все типы токарных резцов можно классифицировать по следующим признакам:
- характеру выполняемых задач;
- материалу, из которого он изготовлен;
- форме наконечника и значению углов заточки.
Такая классификация токарных резцов позволяет точно определить их область применения. По характеру решаемых задач они могут быть отрезными и обрабатывающими. В качестве материала для их изготовления выбирают марки сталей, обладающие повышенной твёрдостью. Это позволяет создать хорошо режущую переднюю кромку.
Токарные резцы, подразделяются на следующие виды:
- отрезные;
- стамески;
- скребки.
Стамески делятся на две группы. Первая предназначена для грубой обработки или резания. Вторая — применяется для окончательной или чистовой обработки.
В основном они обладают четырьмя формами режущей кромки:
- прямой или плоской;
- радиусной;
- в виде скобы;
- уголковой.
Ширина стамески выбирается в зависимости от размера заготовки. Она изменяется от четырёх до тридцати миллиметров. Основная группа токарных стамесок имеет лезвие, позволяющее вытачивать необходимые фигуры на плоской поверхности. Для придания определённого рифления изготавливаются специальные стамески. К ним относятся:
- рейер полукруглый (его название определяется формой лезвия. С его помощью производят предварительную обработку подготовленной заготовки);
- мейсель имеет обоюдоострую режущую кромку, угол схождения граней достигает 25 градусов. Он идеально подходит для вытачивания различной величины углублений, проточки канавок, вырезания фигур и рисунков. С его помощью осуществляют чистовую обработку поверхности;
- стамеска- крючок (предназначен для изготовления в поверхности различных углублений, Их величина зависит от диаметра крючка);
- стамеска гребёнка – позволяет нарезать резьбу на внешней и внутренней стороне деревянного изделия (с её помощью изготавливают деревянные метизы, для последующего крепления отдельных деталей);
- стамеска-скребок – применяется для чистовой обработки деталей, имеющих поверхность цилиндрической формы.
- клюкарзы (к ним относятся угловые стамески. Они применяются для вырезания на поверхности изделия сложных и объёмных рисунков, орнаментов, барельефов или различных декоративных украшений);
- клепики (применяется для тонкой доработки рельефной поверхности. Особенно она полезна для изготовления сложных изображений, выборки древесины в труднодоступных местах).
Следовательно, стамески могут быть плоские или фигурные. Основными характеристиками, на основании которых производится классификация резцов является форма будущего изделия и его художественное оформление. Работа стамесками производится вручную. Качество получаемого изделия во многом зависит от качества токарного инструмента, плотности древесины и квалификации мастера.
Чистовая обработка производится токарными резцами с углом заточки в правую или левую сторону. Опыт проведенных работ показал, что наиболее приемлемым является угол равный 70-75 градусов. Для финишной зачистки используют токарные изделия, заточенные под углом в 20-25 градусов.
Для решения более сложных (нестандартных) задач применяют фасонные резцы. К ним относят токарные изделия, обладающие режущей частью в форме полукруга.
Многообразие предлагаемых в продаже токарных резцов и возможность самостоятельного изготовления позволяет выбрать такой инструмент, который позволит решать самые сложные задачи и создавать неповторимые детали с самыми причудливыми рисунками из любых типов древесины.
Различные варианты и их назначение
Многообразие режущих инструментов по дереву при вращении на токарном станке очень велико. Мастера с опытом создают резцы той формы, которую считают удобной, для реализации индивидуальных задач. Поэтому один персональный резец не похож на другой. Впрочем, есть стандарты фабричных инструментов, из которых одни являются базовыми, другие – узкоспециализированными.
Рейер
Это один из базовых резцов. Его можно узнать по характерной форме – рабочая часть рейера не плоская, а изогнутая, образует желобок. Заточка делается с внутренней стороны закругления. Работают рейером, поднося его к заготовке желобком вверх.
Благодаря форме лезвия, этот резец выбирает древесину полукругом. Изогнутая в продольном направлении форма делает его очень прочным, поэтому он хорошо подходит для чернового обтачивания заготовки. С помощью рейера также можно делать плавные переходы и проточки с полукруглым профилем.
Мнение эксперта
Левин Дмитрий Константинович
Ширина рейера составляет от 4 до 30 мм, а угол заточки – около 30 градусов.
Мейсель
Если рейер – относительно простой инструмент, который предназначается преимущественно для грубой, черновой работы, то мейсель уже значительно более сложен в обращении. За пару дней практики владеть им получится вряд ли. Применяют этот резец уже тогда, когда очертания деревянного изделия сформированы. Впрочем, опытному токарю применение мейселя даёт ровную, гладкую поверхность дерева заданной геометрии.
Мейсель немного похож на обычную плоскую ударную стамеску, однако его лезвие скошено под углом. Соответственно, мастер должен иметь в своём распоряжении как минимум два мейселя – лево- и правосторонний, чтобы обрабатывать зеркально отображаемые участки.
Заточка мейселя может выполняться как скашиванием одной стороны вплоть до выхода на плоскость, так и одинаковым удалением слоя металла с двух сторон. При этом ширина полотна может доходить до 40 мм, а угол скоса составляет от 60 до 75 градусов. При двусторонней заточке режущей кромки угол должен составлять 20 – 25° с каждой стороны.
Фасонные
После того, как выполнена основная обработка детали в бабках, наступает черёд фигурного реза. Для этого используются фасонные резцы. Они могут иметь различную форму для вытачивания канавок, бороздок, выбирать пазы сложной формы.
Клюкарза.
Самыми распространёнными «фасонками» являются:
- Клюкарза. По форме резца схожа с рейером, однако имеет изгиб рабочей части возле лезвия. Благодаря такой форме клюкарзой выполняются мелкие и сложные работы, она может достать там, куда не доберутся инструменты с прямой рабочей частью.
- Гребёнка. Ею выполняется проточка параллельных бороздок и канавок. При должном уровне мастерства с помощью гребёнки нарезается резьба.
- Крючок. Позволяет делать внутреннюю выемку с выступающим краем, а также различные криволинейные проточки.
- Полумесяц или «ласточкин хвост». Применяется для вытачивания круглых и гранёных валиков.
Процесс обточки заготовки на токарном станке ощутимо зависит от угла заточки инструмента. Малые углы (20 – 30°) предназначены для тонки работ
Они хорошо снимают древесину, но при неосторожном движении могут испортить заготовку или сломаться сами. Большие углы (60 – 75°) предназначены для грубой работы с твёрдыми породами
За один проход они могут снять меньше, зато им не страшны сучки и давление, создаваемое токарем.