Метчики для нарезания резьбы. виды и таблица размеров
Содержание:
- Классы точности и правила маркировки
- Конструктивные особенности
- Назначение
- Технология нарезания внутренней резьбы
- Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
- Параметры отверстия
- Как нарезать резьбу самостоятельно
- Применение метчика
- 1 Метчики – основные виды инструмента для нарезки внутренних резьб
- 3 Главные условия нарезания качественной резьбы метчиком
- Изготовление резьбы
- Подведем итоги
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
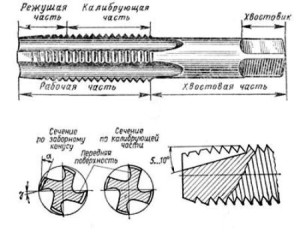
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Геометрия режущей и калибрующей части метчика
Назначение
Режущие перья изготавливаются в виде зубьев, имеющих конфигурацию механических резцов, обладающих всеми элементами для обработки металла. Они режут основной шаг резьбы, располагаясь по всей окружности метчика. Канавки – это продольные проточки между режущими перьями.
Данные компоненты образуют кромки резания. Через них удаляется стружка, циркулирует охлаждающая жидкость. Метчики с наружным сечением до 20 миллиметров производятся с тремя канавками, более 20 и до 40 миллиметров – с 4-мя. Конструктивное устройство каждого предопределяется его функциональным назначением.
Практически, метчик представляет собой винт с канавками на наружных плоскостях. Метчик ГОСТ с винтовыми канавками намного приоритетнее своего аналога с прямыми канавками. Винтовая структура инструмента обеспечивают более благоприятные условия нарезки резьбы. Они предпочтительнее по следующим характеристикам:
- Нарезка сложных ниток.
- Особо точные работы.
- Высокое качество исполнения.
- Лучше отводят стружку.
- Испытывают меньшие температурные воздействия.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
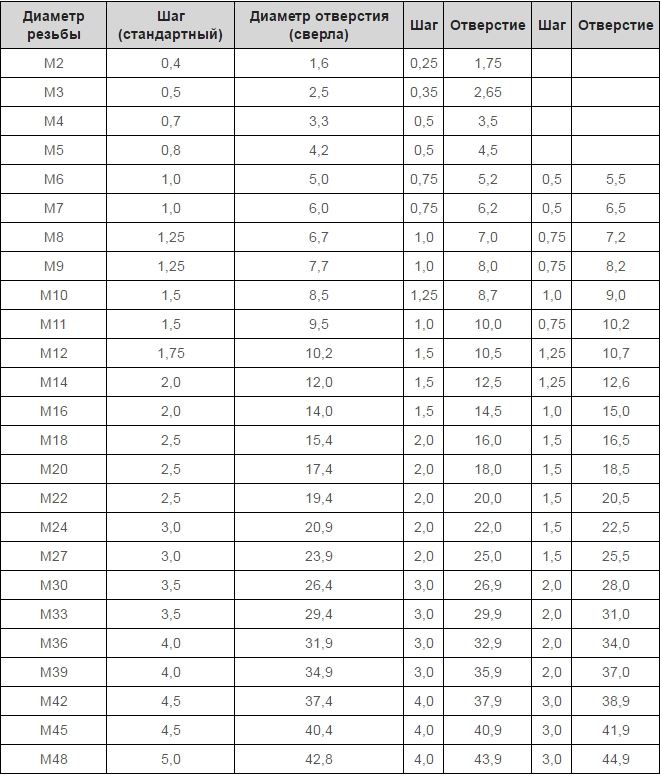
Таблица 1. Основные диаметры отверстий под метрическую резьбу
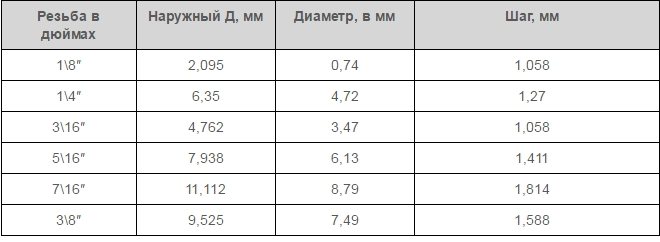
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
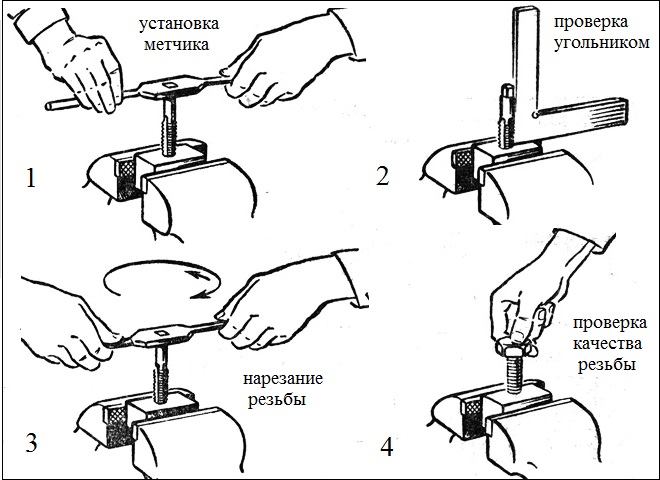
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
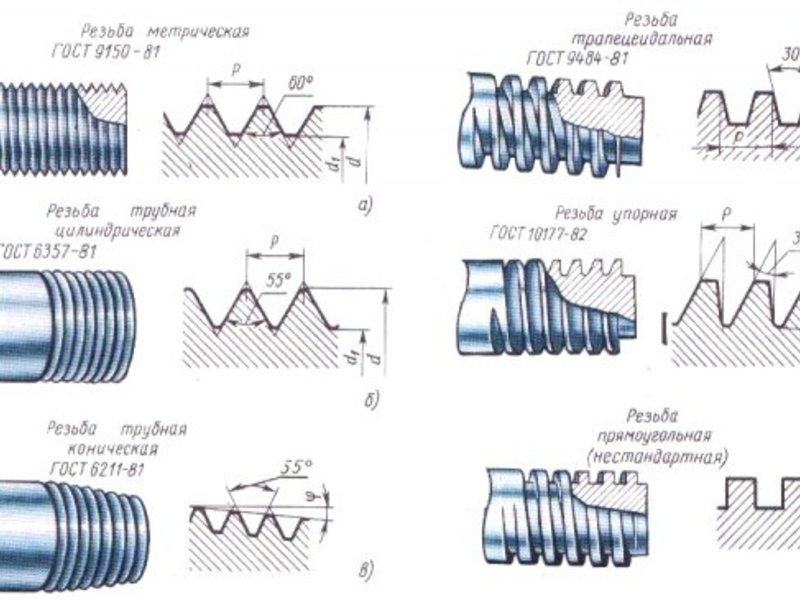
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
-
Удаление старой резьбы путем рассверливания.
-
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
-
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
-
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
-
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
-
-
Обработка отверстия заподлицо основным металлом.
-
Сверление.
-
Нарезание новой резьбы.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.

Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
-
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
-
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
-
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
-
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.

Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
-
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.

Изображение №1: рассверливание отверстия под спиральную вставку
Формирование резьбы
Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.

Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.

Изображение №3: вкручивание спиральной вставки в отверстие
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
-
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
-
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
-
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.

Внешняя резьба
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
dотв = (1,05..1,10)×d, (1),
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
dотв = d — P, (2).
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.

Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Как нарезать резьбу самостоятельно
Сначала необходимо подготовить материалы и инструменты:
- электродрель;
- сверло необходимого сечения (выбрать из таблицы);
- стандартный комплект метчиков;
- вороток с зажимным квадратом;
- керн, тиски;
- молоток 300 г;
- смазочный материал;
- ветошь, тряпки.
Пошаговая инструкция, как нарезать резьбу метчиком
- Разметить на детали место под отверстие. Поставить керн на пересечении двух линий.
- Сильным ударом молотка по керну наметить место для будущего отверстия.
- Зажать сверло в патрон электродрели, выставить малые обороты, смазать сверло,просверлить отверстие.
- Сверлом большего сечения снять фаску.
- Вставить черновой метчик квадратной головкой в отверстие воротка, зажать двумя ручками.
- Вращая вороток двумя руками, нарезать резьбу, М12 – основной шаг резьбы.
- Для проверки качества вкрутить в нарезанную резьбу болт М12. Он должен закручиваться не туго, но в то же время, не болтаться в резьбе.
Алгоритм движения:два оборота вперед, один – в обратную сторону. Рекомендуется работать с небольшим усилием. Если инструмент заедает в металле, совершить несколько движений назад. Периодически смазывать поверхности, продолжая работу. Повторить операцию со средним, затем чистовым метчиком.
Смазывать нитки резьбы при нарезании лучше всего старым свиным салом.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.

Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.

Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.

Комплект из трех метчиков
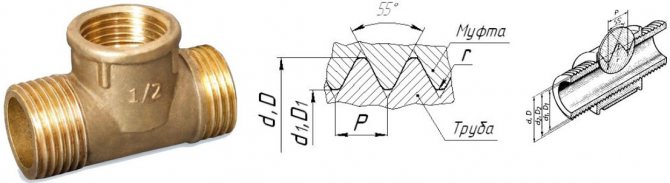
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
1 Метчики – основные виды инструмента для нарезки внутренних резьб
Метчиками называют специализированный металлорежущий инструмент, единственное назначение которого заключается в нарезании различных внутренних резьб диаметром до 50 мм в глухих и сквозных отверстиях. Изготавливают их из быстрорежущей стали (Р9, Р18, Р6М5) или инструментальной (9ХС, У11А, У12А), а иногда используют твердый сплав.
Метчик состоит из хвостовика и рабочей части, которая делится на режущую (конической формы) и калибрующую. Хвостовик предназначен для фиксации инструмента в воротке или патроне станочного оборудования. Он цилиндрической формы, а для установки в соответствующий приводной инструмент имеет квадрат на конце у ручных метчиков и поводок или лыску – у машинных.
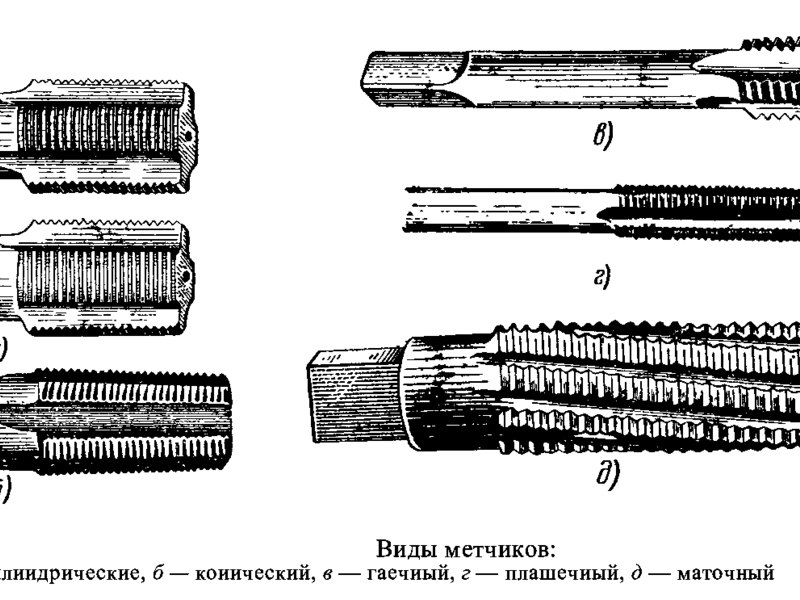
Существуют следующие основные виды метчиков:
- Ручные – служат для нарезки резьб вручную.
- Машинные – предназначены для изготовления резьб машинным способом (на токарных станках). Отличаются от ручных особой геометрией, обеспечивающей возможность существенно ускорить процесс резания резьбы.
- Машинно-ручные – могут использоваться как для машинного, так и ручного нарезания.
- Гаечные – с удлиненным или изогнутым хвостовиком. Используются для нарезки резьб в гайках, их конструкция позволяет не выворачивать инструмент после завершения рабочей операции. С изогнутым хвостовиком применяют в гайконарезных автоматах.
По направлению формируемой резьбы все метчики делятся на:
- обычные – для правосторонней резьбы;
- специальные – для нарезки левосторонней резьбы, маркируются LH.
По геометрии резьбы:
- метрические – М;
- трубные, с резьбой:
- цилиндрической дюймовой – G;
- конической – K;
- конической дюймовой – RC.

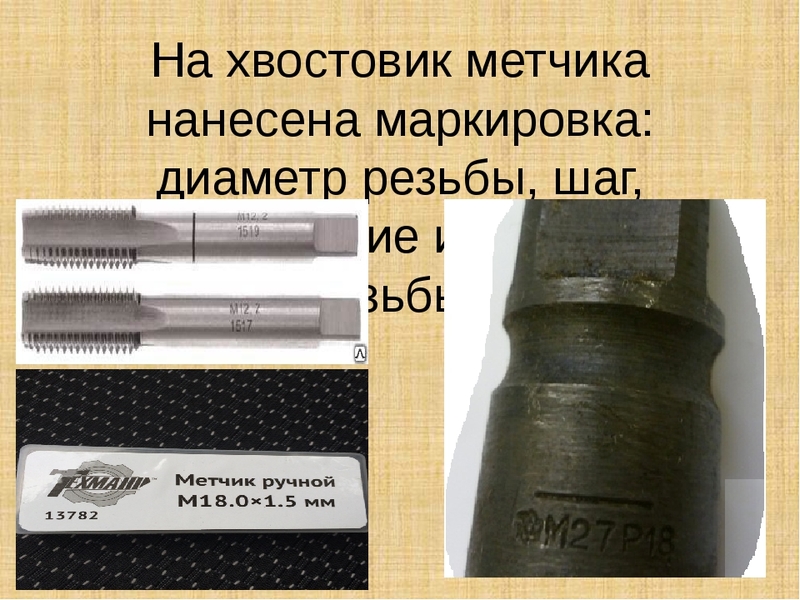
Стандартная для труб резьба – цилиндрическая (G 1″ – на дюйм, G 1/2″ – на полдюйма и другие по аналогии). У метрических метчиков для каждого диаметра несколько шагов резьбы (стандартный, мелкий, средний), увеличивающихся с возрастанием диаметра. В маркировке инструмента указывают диаметр и шаг (кроме стандартного). М10×0,75 (диаметр 10 мм, шаг 0,75 мм) или М10 (шаг 1,5 мм – основной).
Изготовляются метчики одинарными и в комплекте из 2 или 3 штук. Последние в основном используют при работе с деталями, которые изготовлены из вязких или твердых материалов. Первые номера в комплекте предназначены для черновой нарезки, а последний – для чистового прохода. Если комплект метчиков состоит из 2-х инструментов, то №1 прорезает резьбу на 75 %, а №2 снимает оставшиеся 25 % металла. Для трех – 60 %, 30 % и 10 % соответственно.
3 Главные условия нарезания качественной резьбы метчиком
Нарезание внутренней резьбы метчиком начинают с выбора нужного инструмента. После первым шагом является просверливание отверстия. По сути, этот этап является самым главным, так как если ошибиться с подбором диаметра, то либо болт будет болтаться, либо при нарезании резьбы от перегрузки сломается метчик. Лучше всего диаметр отверстий определять по таблицам, но можно произвести и грубую оценку: отняв от диаметра резьбы ее шаг можно получить приблизительное значение необходимого диаметра отверстия.
Например, если внешний диаметр резьбы 18 мм, а шаг 1 мм, то требуется просверлить отверстие в 17 мм. Сверлить необходимо строго перпендикулярно поверхности детали (из-за отклонений возможен брак при нарезании). У просверленного отверстия желательно сделать небольшую фаску. У глухих отверстий глубина должна быть больше, чем длина нарезаемой части, чтобы инструмент при резке вышел за границы необходимой длины резьбы. Если этот запас не предусмотреть, то резьба будет неполной.

Деталь с просверленным отверстием закрепляют в тиски. Метчик фиксируют в воротке (при отсутствии используют разводной ключ) или патроне станка. На качество резьбы, скорость нарезания и стойкость инструмента значительное влияние оказывает правильный подбор смазочно-охлаждающей жидкости (СОЖ). Чтобы не испортить инструмент, а резьбу получить чистую и с правильным профилем, необходимо применять следующие СОЖ:
- разведенную эмульсию (одна часть эмульсии, смешанная с 160 частями воды);
- для деталей из латуни и стали можно использовать льняное масло;
- для изделий из алюминия – керосин;
- для деталей из красной меди – можно скипидар;
- в изделиях из чугуна и бронзы нарезание следует проводить всухую.

Нельзя использовать минеральные и машинные масла – они способствуют значительному возрастанию сопротивления, которое инструмент преодолевают в процессе работы, оказывают отрицательное влияние на шероховатость резьбы и приводят к быстрому износу метчика.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов
Подведем итоги
Чтобы действительно качественно нарезать резьбу в заготовке из того или иного металла не нужно обладать какими-либо специальными знаниями и опытом. Как показывает практика, с такой работой справится даже далекий от слесарных дел мастер.
Главный совет – исключить спешку, а ко всем операциям, в том числе и подготовительным, подходить ответственно. Не менее важным является и выбор инструмента для выполнения работы — экономить не стоит. Помните: дешевые низкокачественные метчики зачастую обламываются в процессе работы, а извлечь отрезок инструмента из отверстия крайне проблематично.
Нарезка внутренней резьбы метчиком