Как своими руками изготовить листогиб: советы профессионала
Содержание:
- Как подсоединить ванну к канализации
- Система слива-перелива для ванны: фото
- Как выбрать кинематическую схему гибочного станка
- Пошаговая инструкция по изготовлению
- Самодельный листогибочный станок – работы продолжаются
- Чертежи создания листогибочных станков
- Преимущества и недостатки самодельных и покупных моделей
- Для понимания процесса рассмотрим виды листогибов:
- Барная стойка — альтернатива обеденному столу
- Изготовление листогибочного станка
- Производители
- Экраны для ванны
- Классификация устройств
- Как ухаживать?
- Гирлянды из бумаги на Новый год 2021 своими рука…
- С чего начать производство листогиба
- Эффективный листогибочный станок из металлических балок
- Чертеж нашего устройства
- Структура грунта и тип фундамента
- Оригинальный дизайн кухни
- Ручные листогибы для гибки тонкого листового металла
Как подсоединить ванну к канализации
Схема, по которой проводится монтаж слива в ванной, понятна, но даже при четком ее выполнении могут возникнуть некоторые проблемы, если отсутствует опыт работы. Суть сложности в том, что одни обладают техническим мышлением, другие — экономическим, а некоторые вовсе просто механически выполняют указанные действия.
Стоит заметить, что особенной разницы между сборкой сифонов двух видов нет. Достаточно провести несколько манипуляций, чтобы осуществить замену:
Чтобы заменить старый сифон, нужно удалить старый, тщательно очистить место, где проводится соединение с ванной, заменить прокладку и подключить.
Для подключения нужно взять нижний перелив, вложить в него прокладку и подставить с нижней части к отверстию слива. Другой рукой параллельно накладывается верхняя прокладка и вставляется винт с последующим вживлением. Затем при поддерживании одной рукой нижней части переливной горловины другой проводится затягивание винта при помощи отвертки
Важно не переусердствовать, чтобы не лопнул корпус пластиковой горловины. При наличии небольшой протечки винт подтягивается чуть сильнее.
Аналогичным образом проводится монтаж переливной горловины. Патрубок предназначен для вывода лишней воды и ставится не вертикально, направленный вниз, а немного выдвигается в сторону, что позволяет более просто провести его соединение с полостью горловины.
Затем нужно соединить слив и перелив при помощи гофрированного шланга
Категорически запрещается его резко укорачивать, так как он будет попросту перегнут.
Патрубок предназначен для вывода лишней воды и ставится не вертикально, направленный вниз, а немного выдвигается в сторону, что позволяет более просто провести его соединение с полостью горловины.
Затем нужно соединить слив и перелив при помощи гофрированного шланга. Категорически запрещается его резко укорачивать, так как он будет попросту перегнут.
Для слива в ванной хорошо подойдут пластиковые трубы
По технологии он плавно изгибается. Если герметизация стыка осуществляется при помощи гайки, то нужно помнить, что прокладку устанавливают тоненьким кончиком к полости сливной и переливной горловины. Сначала проводится надевание гофры, потом гайки, а уже потом прокладки.
Система слива-перелива для ванны: фото
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы
Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Металлический прижим будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов. ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Популярное: Как правильно точить ножи бруском — видео рекомендации
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали.
Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10.
Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами.
Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая;
Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси.
Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации.
Рама.
Узел прижима верхнего валка.
Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении.
Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Для понимания процесса рассмотрим виды листогибов:
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
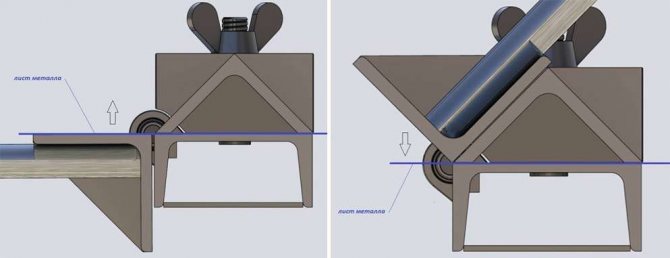
Роликовый листогиб
Правильнее будет назвать – листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Барная стойка — альтернатива обеденному столу
Изготовление листогибочного станка
Собственноручно листогибочный станок можно изготовить согласно схеме, которая приведена ниже.
металлического основания,2 отверстияизготовляется из уголка
Снимаем фаски, глубина ее 6 мм и длина 32 мм на ребре основания, а с торцов пуансона глубиной 5 мм и длиной 30 мм. Снятие фасок из торцов пуансона необходимо для установления и крепления осей из 10 мм прута. Оси привариваются таким образом, чтобы линия оси была направлена параллельно к ребру уголка.
Пуансон и основание необходимо закрепить с помощью тисков для сборки таким способом, чтобы полки швеллера и уголка находились в ровной горизонтальной плоскости. Потом на оси пуансона надевают щечки и приваривают к основанию.
Для пробной гибки используют лист толщиной около 1 мм из мягкой стали, который фиксируют прижимом, притягивая его к основанию болтами. Проверяем положение щечек, если необходимо, то корректируем их и привариваем к основанию окончательно.
Производители
Экраны для ванны
Классификация устройств
В зависимости от сложности конструкции и нюансов предназначения, листогибочные станки делятся на несколько групп.
Станок траверсного типа
Наиболее простым является устройство, которое обрабатывает металлический лист при помощи специальной траверсы.
В таком аппарате можно гнуть листы с длиной, которая не превышает полметра. В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
Листогибочный пресс
Является более сложным устройством для обработки листового металла, но и позволяет выполнять более серьезные работы. Конструкция станка включает в себя матрицу и пуансон. Заготовку располагают на матрице и придают ей необходимую форму при помощи пуансона, который размещен вертикально.
Устройство такого типа сложно сделать самостоятельно, к тому же его использование в домашних условиях является не очень безопасным. Стоит отметить, что на листогибочный станок можно превратить и обычный пресс. К нему добавляют специальные конструкции, которые выполняют функции матрицы.
Валочный станок
Одно из наиболее универсальных устройств для работы с металлическими листами. Принцип действия такого станка заключается в обработке листовых деталей при помощи трех специальных валов. Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
- Станок с траверсой и опорой, который позволяет выполнять ручную гибку металлических деталей.
- Для создания элементов кровли используют валики с профильными формами.
- Гладкая рабочая поверхность валиков позволяет выполнять наиболее широкий спектр гибочных работ. Такие валики используют и для изготовления отдельных отрезков труб с больным диаметром.
Как ухаживать?
Гирлянды из бумаги на Новый год 2021 своими рука…
С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.
Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.
Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.
Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.
Чертеж нашего устройства
Выбирая схему для изготовления листогибочного станка в домашних условиях, руководствуйтесь собственными требованиями, а мы предлагаем чертеж и инструкцию по созданию устройства именно этого типа, как наиболее универсальную.
На рисунке изображены ключевые узлы и детали будущего станка:
- Деревянная подушка.
- Несущая балка (из швеллера) – 100-110 см.
- Боковушка с толщиной 8-9мм.
- Заготовка.
- Балка для прижима детали (из уголка) – 6-8 см.
- Траверсная ось, изготовленная из металлического прута толщиной 1 см.
- Траверса (уголок с толщиной 9-10 сантиметров).
- Рычаг для управления (диаметр – 1 сантиметр).
Это неокончательный вариант станка для гибки металла. Его можно дополнять и усовершенствовать самостоятельно и в соответствии с собственными требованиями. Например, траверсу, которая на чертеже изготовлена из уголка, можно сделать из швеллера, что добавит ей выносливости и повысит качество гибки.
Структура грунта и тип фундамента
Оригинальный дизайн кухни
Ручные листогибы для гибки тонкого листового металла
Для работы с тонким листовым металлом толщиной до 2 мм и металлическими полосами используют ручные листогибы. Ручные листогибы — это самый простой тип гибочных станков, применяемых на производстве для гибки листового металла. В основном ручные листогибочные станки используют для изготовления штучных и мелкосерийных изделий.
Для небольших цехов, производств или строительных площадок, периодически занимающихся гибкой тонкого листового металла, купить ручной листогиб является самым недорогим и простым решением. Почему? Расскажем про основные преимущества ручных листогибов.
Длительный срок службы
Ручной листогиб отличается простой и надежной конструкцией, обычно выполненной из цельносварного стального материала. Состоит ручной листогибочный станок из станины, прижимной и гибочной балок. Благодаря таким особенностям конструкции, ручные листогибы долговечны и при должной эксплуатации могут проработать в течение 10 лет, не требуя капитального ремонта.
Простота в эксплуатации
Для работы на ручном листогибе необходим лишь один оператор. Сам процесс гибки очень прост. Оператор станка фиксирует металлический лист на рабочем столе прижимной балкой (траверсой), а затем посредством механического давления на подвижную (гибочную) балку осуществляет загиб листового металла до соответствующего угла. Для удобства работы некоторые модели ручных листогибов оснащаются ножной педалью.
Мобильность
Ручные листогибы бывают мобильными (от 35 кг) и стационарными (от 200 кг). Мобильные листогибочные станки идеальны для работы в «полевых» условиях и в помещениях небольшой площади. Они не нуждаются в электричестве и могут эксплуатироваться, например, непосредственно на строительной площадке. Более тяжелые стационарные ручные листогибы чаще используются на промышленных производствах, изготавливающих крупногабаритные изделия из тонколистового металла.
Цена
Цена ручного листогиба существенно ниже по сравнению с электромеханическими и гидравлическими листогибами, поэтому при работе с листовым металлом толщиной до 2 мм купить ручной листогибочный станок будет самым выгодным и экономным вариантом.Обратите внимание, что стоимость ручного листогибочного станка может зависеть от комплектации и дополнительных опций (к ним относятся роликовые ножи для резки металла, дополнительные упоры, угломеры)
Сфера использования ручных листогибов
Ручные листогибы широко используются для изготовления различных изделий, например, кровельных элементов (откосов, ендов, снегозадержателей и т. д.), элементов для водосточных и вентиляционных систем, а также для производства профилей разнообразных форм.
Ручные листогибочные станки активно применяются в строительстве и на различных промышленных предприятиях по производству металлических изделий. Небольшая цена ручного листогиба делает такой станок доступным даже для малых предприятий и частных мастерских.
Что необходимо знать, прежде чем купить ручной листогиб?
Выбирая ручной листогиб, прежде всего нужно учитывать запросы производства, например, какой металл будет обрабатываться на станке. От этого будет зависеть максимальная толщина металла — это один из самых важных параметров при выборе любого листогиба.Также важна допустимая ширина заготовки. Большинство ручных листогибочных станков выпускаются под размер листа 2 метра, 2.5 метра и 3 метра. Хотя существуют отдельные модели, которые позволяют работать с листами до 4400 мм.