Трубогибы для профильных труб: конструктивные особенности и самостоятельное изготовление
Содержание:
- Фотогалерея
- Изготовление рычажного трубогиба
- Что представляет собой типовая конструкция трубогиба
- Обрезка излишков обоев
- Как сделать самостоятельно станок для гибки труб
- Технология сборки
- Как сделать трубогибы разного типа
- Альтернативные способы сгибания
- Разновидности основ для мозаики
- Виды оборудования, которые отличаются методом изгиба профилей
- Полезные советы
- Полезные советы “первопроходцам”
- Бетонирование
- Ссылки
- Несколько идей для начинающих мастеров
- Из чего делают искусственный камень?
- Принцип работы
- Простейший станок трубогиба: какие материалы понадобятся
- Поздняя готика: изменения в стиле XIV-XV веков
- Полки в небольшой узкой комнате
- Свойства бура:
- Особенности технологии
- Популярные методы обработки
Фотогалерея
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Что представляет собой типовая конструкция трубогиба
Сделать настоящий самодельный трубогиб для профильной трубы не так сложно, как может показаться на первый взгляд. Конструкция любого станка для работы с трубами состоит из четырех основных деталей:
- Направляющих желобов, удерживающих профильную трубу в нужном положении в зажимах трубогиба;
- Опорной роликовой пары и рабочего профилирующего инструмента, чаще всего выполненного в виде дуги или в виде подвижного ролика;
- Опорной конструкции трубогиба или станка, на котором собираются все основные детали и узлы устройства;
- Системы привода, с помощью которой заготовка продавливается через ролики и профилирующий инструмент. В простейшем варианте привод можно сделать ручным, для полупрофессиональных версий трубогиба используется электрический податчик.
К сведению! Простейший трубогиб для профильной трубы можно сделать из приспособления для горячей гибки металлических водопроводных труб. Единственное, что нужно сделать в процессе переделки, — это сменить ролики с полукруглым профилем на инструмент с плоской рабочей поверхностью.
Принцип действия устройства основывается на холодном деформировании профильной трубы, при протягивании ее через систему из двух или трех металлических роликов. Поперечное давление одного из роликов трубогиба заставляет профильную трубу отклоняться от оси. В результате прокатки заготовки получается относительно равномерная дуга, без следов излома или деформации.
Сделать криволинейный изгиб на пустотелой профильной трубе иными способами практически невозможно. Кузнечная поковка или выколачивание на оправке такого качества не обеспечат. Кроме того, неаккуратным ударом можно сделать вмятину или деформировать тонкостенную заготовку.
Обрезка излишков обоев
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
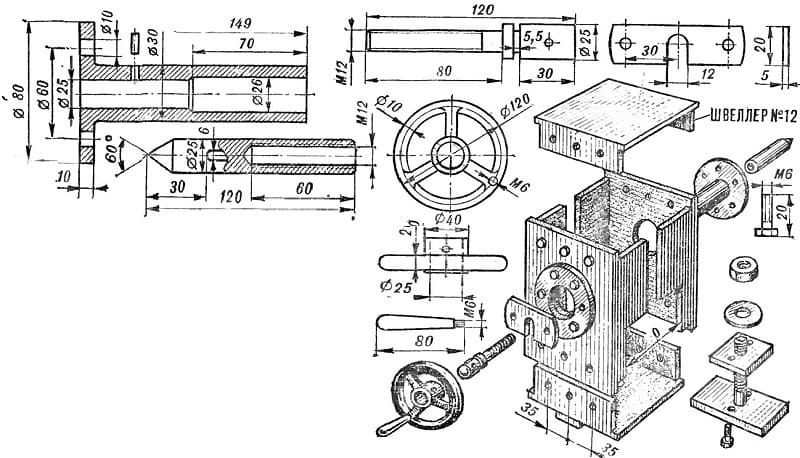
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Технология сборки
Для того чтобы защитить собранную конструкцию от влажности, ее покрывают специальным раствором, который защитит от ржавчины, и затем красят. В гидравлических станках возможно осуществлять гибку профильной трубы из различных материалов и толстостенные изделия. Осуществлять подобную процедуру возможно холодным и горячим (предварительное нагревание трубы) способом. Предназначение горячего способа – труба нагревается снаружи либо горячий воздух пропускают внутрь трубы, что увеличивает ее пластичность, соответственно, показатели качества изгиба повышаются. Холодный – данный метод отличается простотой, он применяется для пластичных труб.
Как сделать трубогибы разного типа
Принцип работы трубогибов отличается – можно по-разному воздействовать на отрезок трубы. Например, устройство пружинного типа поможет деформировать полимерные трубы, благодаря давлению. Сегментные устройства будут их растягивать, придавая кривизну.
Способ изготовления шаблонного трубогиба доступен даже новичку. Для этого нужно точно вычертить часть окружности требуемого диаметра (или другой тип кривизны). Эту полусферу или другую кривую вычерчивают на деревянной заготовке, как на фото самодельного трубогиба шаблонного типа.
Полученную деталь нужно зафиксировать на устойчивом основании вдоль плоскости (стена, стол).
После того как шаблонный упор готов, нужно разобраться, как пользоваться трубогибом данного типа. Это понятно по рисунку – трубу крепят между шаблоном и упорным брусом.
Воздействием на противоположный конец прогретой алюминиевой или тонкой стальной заготовки получают желаемый изгиб. При необходимости получить отрезки разной кривизны, делают несколько подходящих шаблонов.
Альтернативные способы сгибания
Чтобы гибка профильных труб по радиусу принесла желаемые результаты, необходимо учитывать такие факторы, как:
- пластичность облицовочного материала (жесть, пластик, монолитный и сотовый поликарбонат);
- форма сечения и толщина стенок — квадратные изделия лучше выдерживают деформацию;
- упругость металла — при проведении формовки холодным способом заготовки нужно деформировать на 10-15 % больше необходимого радиуса.
Существуют следующие альтернативные способы сгибания прямоугольных труб:
Ковкой. Изгибание производится путем методичного нанесения ударов по заготовке тяжелым молотом. Предварительно изготавливается наковальня, верх которой имеет округлую форму. Заготовка жестко крепится струбцинами к основанию наковальни. После этого по профилю наносятся удары
Следует соблюдать осторожность, т.к. чрезмерные усилия могут привести к сплющиванию изделия
Работать удобнее с отрезками длиной не более 1 м.
По лекалу. Основанием для размещения детали может быть бетонная, асфальтированная или выложенная плиткой площадка. На ней наносится контур дуги, после чего в грунт вбиваются арматурные штыри или тонкие стальные трубы. Деталь закрепляется на первом штыре. По мере изгибания проводится сварка со штырями. Когда сила упругости ослабеет, арка срезается со штырей болгаркой.
Прокат под гнетом. Для создания давления используется транспортное средство с боковым выносом колес и без крыльев. Рейка укладывается в заранее подготовленную канавку из стали или бетона. После этого производится методичное прокатывание колеса по профилю. Осевое соответствие контролируется вручную или металлическими направляющими.
Чтобы снизить вероятность деформации стенок изделия, в него можно вставить тонкую и длинную стальную пружину. В том случае, когда используется нагрев, не следует охлаждать горячую сталь водой. От этого она может покрыться трещинами или лопнуть. Лучше воспользоваться отработкой. При использовании мускульной силы на свободный конец звена рекомендуется насаживать длинный и прочный рычаг. Так удастся добиться желаемой цели с меньшими усилиями.
Разновидности основ для мозаики
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Полезные советы
Трубогиб с комплектующими
Для профильной трубы вовсе необязательно обзаводиться какой-то особой квалификацией – достаточно обычной внимательности и нескольких рекомендаций от специалистов. В ручных устройствах система состоит из ведущей и ведомой шестерни, наваренных на валы и прижима (вместо вала могут использовать домкрат). Иногда профиль может соскальзывать с прокатного стана и в таких ситуациях используют крючья для фиксации. Для наиболее чёткой гибки валы должны быть подвижными.
Примечание. Для соблюдения радиуса изгиба лучше всего сделать картонный или деревянный шаблон. Если вы будете использовать даже простой ручной трубогиб, шаблон всегда обеспечит точность.
Видео: ручной трубогиб
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Бетонирование
Схема бетонирования опор. Способ установки опор с помощью бетонирования начинается с рытья ямок, в которые заливают бетонный раствор. Бетонирование различают двух видов:
- простое, которое используется на грунтах с оптимальным уровнем влаги;
- с применение щебня, которое актуально в слабых почвах и в местах с высоким уровнем вод.
По технологическому процессу бетонирование бывает: частичное и полное. Частичное бетонирование заключается в монтаже опоры в землю и частичном заполнении лунки цементным раствором. Этот способ более экономичный и используется при малых нагрузках. Полное бетонирование применяется для ограждений с большими нагрузками. Технология полной заливки бетоном заключается в укладке десятисантиметровой песчаной подушки и установки опалубки. Далее подготовленная форма заливается раствором из бетона и уплотняется, что позволит убрать воздух из смеси. Спустя месяц бетон высыхает и становится пригодным для установки столбов. Технология полного бетонирования обеспечивает конструкцию устойчивостью к перепадам температур и атмосферным осадкам.
Плюсы
Бетонирование имеет следующие преимущества:
- обеспечивает прочность забора даже в местах слабых почв;
- выдерживает большие нагрузки от установленных тяжеловесных ограждений;
- обеспечивает конструкцию долголетием за счет малой подверженности воздействию коррозии.
Минусы
При установке столбов для заборов выделяют следующие недостатки:
- дороговизну материалов и расходы на оплату труда за счет сложностей выполнения работ;
- большие временные затраты на выполнение технологического процесса;
- выпучивание опор, которые установлены на влажные грунты.
Ссылки
Несколько идей для начинающих мастеров
Важно «набить руку», чтобы овладеть технологией изготовления стильного декора из бетона. Лучше начать с простых украшений, для изготовления которых не нужно владеть навыками лепки и контролировать концентрацию смеси
Начнем с милых грибочков, разноцветных шаров и оригинальных горшков для цветов.
Для того чтобы изготовить гриб, разрежьте пополам старый резиновый мяч, вставьте половинку мяча в емкость с песком, равномерно вдавите и заполните форму раствором цемента. Затем отрежьте дно пластиковой бутылки, установите ее в центр будущий шляпки на пару сантиметров и соедините будущую ножку со шляпкой стальным прутком. Остается залить в бутылку цемент и дождаться застывания изделия. Вариантов декорирования гриба множество, начиная от покраски и заканчивая мозаикой.
Оригинальным украшением может стать ажурный шарик из пропитанных цементом веревок. Для его изготовления следует использовать обычный воздушный шар, на который наматывают вымоченную в цементном растворе веревку. При наматывании следует оставлять зазоры, позволяющие в дальнейшем извлечь куски лопнувшей резиновой оболочки. Данная технология подойдет для изготовления ваз для сухоцветов и монолитных шаров различных размеров.
Для изготовления цветочных горшков из бетона потребуется несколько емкостей произвольной формы. Нужно на дно большого контейнера налить небольшой слой бетона, установить малый контейнер и залить раствором оставшееся пространство
Важно утяжелить меньшую емкость, чтобы в процессе твердения сохранить форму будущего горшка или кашпо. После излечения вспомогательных материалов не забудьте выполнить дренажное отверстие
Остается прогрунтовать изделие, и покрасить внешнюю поверхность.
Освоив процесс изготовлению простых изделий, можно приступать к созданию сложных фигур с металлическим каркасом.
Из чего делают искусственный камень?
Принцип работы
Сгиб профильной трубы происходит по принципу вальцовки или проката. Для сгиба труб маленького сечения можно применить простые подручные методы, которые не требуют создания сложного механизма.
К ним относятся:
- Заполнение песком. Внутреннюю часть заготовленной трубы засыпают мелким песком, предварительно высушенным и просеянным. Отверстия с обеих сторон закрывают пробками. Далее труба гнется по шаблону нужной формы. При надобности место сгиба прогревают паяльной лампой или газовой горелкой до покраснения. Данный метод является трудоемким, отличается низким качеством и малой точностью.
- Заполнение водой. Чтобы согнуть профиль при помощи воды, сперва ее необходимо заморозить. Трубу закупоривают с одного края пробкой, наполняют водой и ставят в холод. Ни в коем случае нельзя закрывать оба конца трубы пробкой, чтобы при расширении льда не разорвало трубу. Далее замерзший профиль гнут при помощи шаблона. Такая технология хорошо подходит для тонкостенных медных и алюминиевых труб.
- Пружина. Заранее с металлической проволоки завивается спираль, размеры которой на 3-5% менее внутреннего разреза профиля. Пружина помещается внутрь, и после трубу можно сгибать простым способом, используя шаблон. После окончания работ пружина вынимается, выравнивается, и ее возможно применять повторно.
- Сварка, резка. Этот метод используется в случае, если радиус изгиба минимален, а труба толстостенная. С внутренней стороны намечаемого изгиба по заранее произведенным геометрическим расчетам выпиливаются сегменты при помощи болгарки. Труба наклоняется до требуемого радиуса, а соединенные стороны вырезов завариваются при помощи сварочного аппарата. В эстетических целях швы от сварки шлифуются болгаркой.
Плюсом подобного способа считается его низкая стоимость и легкость работ, но точность и качество заготовок при обработке будут отличаться низкими показателями. К тому же потребуется производить новый шаблон каждый раз, когда понадобится произвести изгиб иного радиуса. Данный вариант хорошо применим для гибки алюминиевых и медных труб.
Простейший станок трубогиба: какие материалы понадобятся
Простейший самодельный трубогиб, в котором регулируется угол сгиба, делается с применением следующих материалов:
- Гидравлический домкрат.
- Металлические профиля, являющиеся основаниями для сооружения конструкции.
- Высокопрочные пружины — 4 шт.
- Металлические валы — 3 шт.
- Цепь.
Два ролика при конструировании трубогиба с регулировкой углов изгиба располагаются на нижнем основании, а третий устанавливается в верхней части. При получении нужного изгиба требуется только вращать ручку, которая цепным механизмом будет двигать вал.
Для создания устройства, которое представлено на фото выше, нет необходимости делать пазы под регулировку расположения роликов, что позволит существенно упростить работу. Чтобы получить такое изделие, понадобится только необходимый материал и сварочный аппарат. Остальное — это дело рук мастера. Все зависит не только от мастерства владения сваркой и болгаркой, но ещё и от воображения.
Поздняя готика: изменения в стиле XIV-XV веков
Полки в небольшой узкой комнате
Свойства бура:
Особенности технологии
 Нюансы процесса применяя трубогиба сводятся к следующим:
Нюансы процесса применяя трубогиба сводятся к следующим:
- При малых радиусах сгиба (r < 3h) складкообразование вероятно при любых схемах деформирования. Выручить может спиральная пружина растяжения, наружный размер которой немного больше внутренней высоты трубы. Пружина пропускается в трубу до начала её деформации, а дальше всё следует в вышеописанной последовательности.
- Для малопластичных материалов помогает следующий приём. Внутрь трубы засыпают мелкокристаллический сухой песок, а оба концевых отверстия плотно заглушают деревянными пробками. При изгибе трубогибом создаётся противодавление, которое уравновешивает растягивающие напряжения, компенсируя их соответствующими сжимающими. Вероятность трещин во внешних волокнах металла уменьшается.
- Ручная гибка целесообразна для профильных металлических материалов, наибольший поперечный размер которых не превышает 50…60 мм (для цветных металлов и сплавов он может быть больше).
- Чем толще стенка трубы, тем медленнее должен производиться процесс деформирования трубогибом (следует помнить об эффекте пластической инерции материала, которая возрастает с увеличением массы единицы сечения).
- Не стоит конструировать пространственную трубу с разными радиусами сгиба: особой пользы это не даст, а конструкция трубогиба усложнится.
В некоторых случаях единственный способ, с помощью которого профильная трубчатая деталь может быть изготовлена, — это отрезка прямой секции с её последующем соединением (например, при изготовлении объёмных вентиляционных отводов). Хороший сварной шов будет практически незаметен, и одновременно уменьшит конечную стоимость сборочной единицы.
Да, кстати, пластический изгиб нержавеющих труб своими руками невозможен и следует использовать приводные станки.
Популярные методы обработки
Чтобы добиться успешного результата и не испортить ничего вокруг, понадобятся вспомогательные приспособления. Востребованным изделием в такой ситуации является спецстанок, который в итоге выдает одно изделие – трубу гнутую профильную. Именно такие аппараты называют профилегибами.
Производительность данной машины очень высокая, и она применяется в промышленных масштабах. Покупать слишком дорогой станок, чтобы решить задачу, как гнуть профильную трубу в домашних условиях, будет слишком дорого. Для разовых или не слишком частых работ подойдет ручной инструмент, имеющий в конструкции не только ролики для круглых профилей, но и оснащенный приспособлениями для квадратной или прямоугольной трубы.
Если же требуется единоразово получить радиус, а как загнуть профильную трубу самостоятельно не знаешь, то покупка или изготовление приспособления окажется нерентабельным. Придется найти специалиста и обраться к нему, так можно хорошо сэкономить.
Использование трубогиба
На ранних стадиях строительства требуются различные рабочие приспособления. В процессе приходит опыт работы с ними и понимание востребованности остальных станков. Если растет много кустов винограда, нужны новые ворота, навес, беседка, то во всех этих случаях нужно уметь и знать, как согнуть профильную трубу в домашних условиях профильным трубогибом.
Настройка станка проводится исходя из габаритных параметров заготовки (длины и диаметра), требуемого итогового радиуса, а также мощности установки.
Также перед тем, как согнуть квадратную трубу на станке, деформируемую зону хорошо прогревают.
Малый радиус лучше формировать ближе к одному из свободных концов, так как согнуть профильную трубу в домашних условиях посредине будет проблематично, ведь требуется большая мощность.
ВИДЕО: Принцип работы ручного трубогиба
Принцип работы трубогиба заключается не только в изменении направления оси профильной трубы, но также используется вытягивание металла на холодную. Так как согнуть профильную трубу без трубогиба чаще всего удастся лишь, получив гофрированную поверхность на месте перехода, то благодаря правильной настройке станка, металл распределится практически равномерно.
Также согнуть трубу можно с использованием гидростатического метода. Для этого в полость закачивается жидкость под давлением, а затем начинается механическая деформация. Внутренняя заполненная полость не дает быстро перегнуть профиль, который обеспечивает сопротивление изнутри, помогая постепенному растяжению металла в нужных местах и исключении его разрыва или неравномерного прогиба.
Ручные приспособления не позволяют работать с сечением выше 40 мм. Также они дают бо́льшую погрешность.
Стационарные станки позволяют изгибать с точностью до 10 мм, при этом есть привод механический или электрический. Недостатком является большая масса установки.
Работа в домашних условиях без станка
Получить из профильной трубы требуемый загиб удастся и без специальных аппаратов. Понадобится только болгарка, сварочный аппарат и слесарные тисы. Алгоритм будет следующий:
- вымеряем необходимый рисунок, а затем рисуем на свободной плоскости шаблон;
- прикладываем к нему заготовку и отмечаем на ней точку изгиба;
- запиливаем три стороны квадратного профиля, а на четвертом понадобится согнуть трубу без трубогиба, зажав свободный конец в тисы;
- далее свариваем в этом положении получившуюся деталь;
- после сварки зачищаются швы и заготовки монтируются на предполагаемое место.
Перед тем, как варить профильную трубу 2 мм, сварщик должен воспользоваться защитными средствами. На сварочном аппарате устанавливаем экспериментальным путем ток, чтобы воспользоваться электродами диаметром 3 или 2 мм. Большие здесь не подойдут, так как если варить профильную трубу, например «четверкой», то полость просто прожжется.