Настольный токарный станок: виды, особенности и преимущества
Содержание:
- Общие правила техники безопасности
- Техника безопасности при работе на токарном оборудовании советского производства
- Общие особенности
- Область применения
- Обзор видов
- Пошаговый процесс сборки устройства
- Применение
- Старые советские модели станков по дереву и металлу
- Токарно-винторезный станок ИТ-1М
- Токарно-винторезный станок ТВ-6
- Токарные станки Универсал 2 и Универсал 3
- Токарный станок ТШ-3
- 1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
- Токарно-винторезный станок 1М63Н
- Токарно-револьверный станок 1341
- Токарно-винторезный станок 1Н65
- Токарно-винторезный станок 1М63
- Станок токарно-винторезный 1А616
- Токарный школьный станок ТВ-4
- Токарный станок по металлу Школьник ТВ-7
- Настольный токарный станок по металлу ТВ-16
- Принцип работы
- Используемая литература
- Устройство деревообрабатывающего токарного станка
Общие правила техники безопасности
Разделим правила безопасности на 2 больших раздела:
Как следует поступать оператору станка:
- Одежда оператора во время работы на станке должна быть застегнута на все пуговицы. Не должно быть свободно болтающихся шнурков. (Наверное, все помнят юмористический предупреждающий плакат: «Чтоб на вал не накрутило, закатай рукав,…»).
- Перед включением станка следует провести его техническое обследование.
- Выполнение всех действий на станке должно происходить лишь в соответствии с подробным технологическим процессом обработки заготовки.

Категорически запрещается:
- начинать работу во время обследования и наладки станка;
- эксплуатировать станок со значительно изношенными центрами;
использовать сколь угодно мало, но дефективный режущий инструмент; - в случае отсутствия должной квалификации пытаться исправить проблемы в электрической аппаратуре станка;
- отходить от работающего станка или же поручать работу на нем третьим (неподготовленным) лицам.
Техника безопасности при работе на токарном оборудовании советского производства
Работа на токарном станке приравнивается к труду с повышенной опасностью. Во избежание травматизма токарь должен соблюдать правила безопасности:
- Выполнять только порученные мастером задания.
- Перед началом работы проверить станок на холостом ходу.
- Не приступать к работе при обнаружении неисправностей.
- Устанавливать, измерять и снимать деталь после полной остановки агрегата.
- Прочно фиксировать заготовку в патроне и резец в резцедержателе.
- Если заготовка выступает с обратной стороны шпинделя — оградить рабочую зону от посторонних.
Важно!
Одежда должна быть аккуратно заправлена. Не допускается наличие свисающих элементов.. Советские токарные станки — мощные и надежные агрегаты
Многие модели давно сняты с производства. Но на предприятиях и в домашних мастерских до сих пор успешно изготавливают детали на советском оборудовании
Советские токарные станки — мощные и надежные агрегаты. Многие модели давно сняты с производства. Но на предприятиях и в домашних мастерских до сих пор успешно изготавливают детали на советском оборудовании.
Общие особенности
Принцип функционирования токарных станков заключается во вращении шпинделя с заготовкой. Подачи в продольном и поперечном направлениях производятся движением суппорта с закрепленными в нем резцами, либо задней бабки, когда производится обработка концевым инструментом.
Данные приспособления служат для обтачивания различных поверхностей, создания канавок и отверстий различной формы, отрезки, накатывания рифленых поверхностей, сверления, зенкерования и растачивания, развертывания, нарезания резьбы разными способами у валов, втулок, дисков.
Токарные станки классифицируют на полу- и автоматические, на вертикальные и горизонтальные по расположению несущего устройства для фиксации заготовки и шпинделя. Вертикальные модели, к которым принадлежат и лобовые токарные станки, используют для тяжелых коротких предметов большого диаметра.
Область применения
Токарные станки применяются для внутренней и наружной обработки цилиндрических поверхностей. Можно изготавливать валы, втулки, фланцы, шкивы, муфты и другие детали.
Заготовка устанавливается в патрон, который вместе со шпинделем вращается на заданных оборотах. Режущий инструмент совершает поступательное движение. За счет этого заготовка приобретает нужную форму и размеры.
Виды операций:
- Обработка торца.
- Обтачивание наружной поверхности до заданного диаметра.
- Сверление и расточка отверстий.
- Выточка канавок.
- Нарезание внутренней и наружной резьбы.
- Развертывание и зенкование.

Обзор видов
Все токарно-фрезерные агрегаты имеют свой шифр в виде цифр и букв. По нему можно узнать возможности и составить описание того или иного оборудования. Обычно в таком шифре содержится три-четыре знака: первая цифра – это группа, к которой относится стан, вторая – это тип аппарата, третья и четвертая – это описание одного из главных параметров стана или материала, с которым предстоит работать. Если после первого обозначения находится буква, то она указывает на то, насколько усовершенствована или нет была базовая модель. Буква же после всей цифровой части говорит о классе точности, особенностях и варианте модификации базовой модели.
Еще в СССР была создана определенная классификация станков для работы с заготовками из металла, где все оборудование разделили на девять групп, каждая из которых делится еще на несколько подгрупп.


По конструкции фрезерная аппаратура довольно разнообразна, в общем же ее можно разделить на два основных типа:
- станы общего назначения, или универсальные, – сюда относятся вертикально-, горизонтально- и продольно-фрезерные;
- станы специализированные – это шпоночно-, карусельно-, шлицефрезерные, фрезерные с копиром и другие.

Токарно-винторезный
Этот вид токарного стана считается универсальным, именно поэтому он используется при производстве единичных деталей и деталей, выпускаемых сериями. С его помощью можно создавать винтовую нарезку модульного, метрического и дюймового типов, а также производить обработку металлических деталей.

Токарно-карусельный
Оборудование карусельного типа обычно используется для обработки заготовок больших размеров. Используются:
- для работы с заготовками в форме цилиндров и конусов;
- для создания пазов разных конфигураций;
- для фрезеровки, шлифовки и подрезки торцевых частей;
- для создания винтовой нарезки.
Конфигурация данного станка включает специальный стол с планшайбой, стойки и суппорты.

Лоботокарный
На лоботокарном оборудовании проходит обработка деталей цилиндрической и конической форм, лобовых заготовок. Главное отличие – ось вращения расположена в горизонтальной плоскости.

Токарно-револьверные
Револьверная группа станов используется для работы с деталями из калиброванного прута. Такое название оборудование получило благодаря тому, как крепятся в нем инструменты: фиксируются в статическом или приводном держателе. Эта особенность наделяет оборудование множеством возможностей: расточка, точение и фасонное точение, сверление, создание резьбы, развертывание, фрезеровка.

Токарно-фрезерный обрабатываемый центр
Для точения используются металлорежущие резцы, зафиксированные во фрезерной головке. Благодаря этому увеличивается количество функций станка.

Автомат продольного точения
Используется на серийном производстве деталей маленьких размеров из прутов, профиля и проволоки, изготовленных из легированной стали, меди и других металлов. В состав оборудования входят подвижные и неподвижные бабки.

Многошпиндельные токарные станки
Станки этого вида используются для работы со сложными деталями из холоднотянутых прутов или труб различного диаметра сечения. Высокая мощность привода и жесткая конструкция обеспечивают высокую работоспособность оборудования.

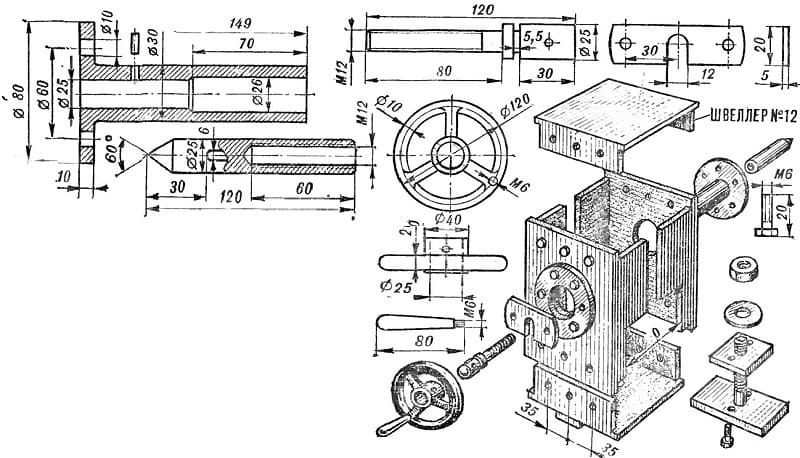
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.

Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.

С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.

Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.

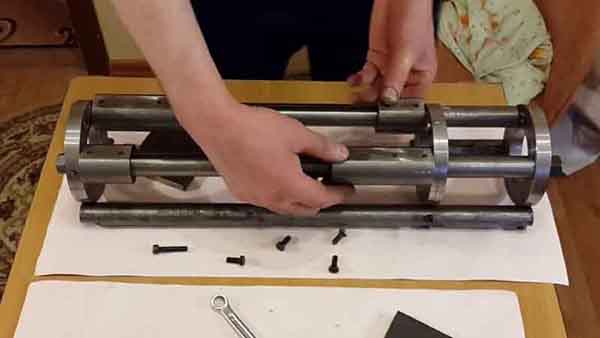
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.

Вставляется направляющая так, чтобы совместить все имеющиеся элементы.

Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.

Вторая направляющая изготовлена точно также как и первая.

Собрав основание для передней бабки, приступают к сборке задней.

Каркас стягивают гайками. Создана основа будущей станины.

Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.

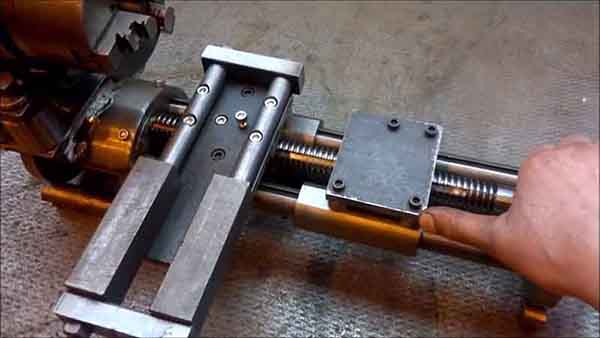
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.

Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.

Площадка для суппорта крепится винтами М6.

Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.

По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.

Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.

Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.

Отверстие с запрессованной втулкой создавалось для ходового винта.

Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.

Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.

Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.

Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.

Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.

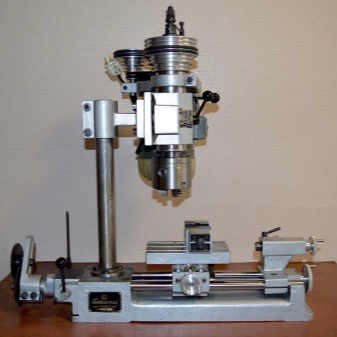
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.

На пластинах устанавливают направляющие поперечного перемещения.
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
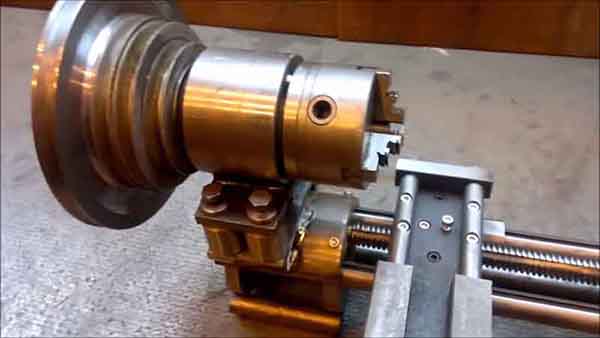
Шкивы можно легко снять и установить на шпиндель.

Сам шпиндель устанавливается внутри центральной втулки.

Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.

Центральная втулка крепится болтами к станине.
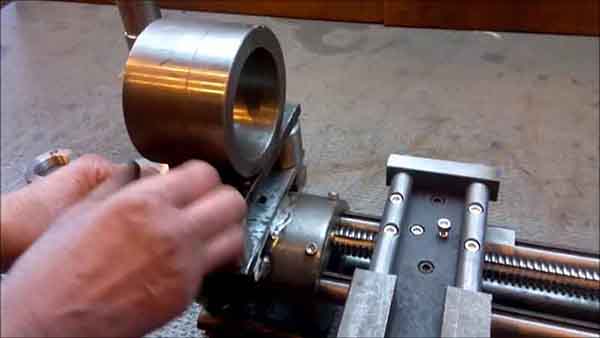
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.

Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Применение
Универсальный лёгкий винторезный токарный станок — это модель настольная, которая в основном применяется на небольших предприятиях или в домашних мастерских.
 Самыми распространёнными предприятиями с такими моделями оборудования являются:
Самыми распространёнными предприятиями с такими моделями оборудования являются:
- Заводы, которые выпускают контрольно-измерительное оборудование и приборы.
- Предприятия, которые занимаются производством часовых механизмов.
- Опытно-экспериментальные отделы предприятий разных промышленных отраслей.
Предприятия машиностроительной и энергетической отрасли оснащают токарно-винторезным устройством тяжёлой группы. Ещё это оборудование применяется для обработки узлов деталей и элементов специальных механизмов:
- Для комплектации прокатного тяжёлого оборудования.
- Для оснащения транспорта железнодорожного (колёсных пар и прочего).
- Механизмов турбинных.
Но наиболее распространены станки со средним весом. Именно благодаря им можно выполнять чистовые и получистовые металлообрабатывающие операции и нарезать разнообразные резьбы.
 У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
- Высокая мощность двигателя и жёсткость конструкции, которые позволяют выполнять разнообразные работы с заготовками из металла и другого вида материала.
- Широкий диапазон частот вращения шпинделя и подач рабочего инструмента.
Кроме того, это оборудование оснащается разнообразными приспособлениями и механизмами, которые:
- Делают более безопасным и комфортным труд обслуживающего персонала.
- Позволяют с большей точностью проводить обработку изделия.
- Значительно расширяют функциональность.
Такие элементы дополнительного оснащения позволяют на токарно-винторезном оборудовании автоматизировать многие процессы обработки элементов.
 Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Устройство оборудования такого типа и возможность быстрой переналадки делает его незаменимым в тех случаях, когда необходимо за минимальное количество времени перейти на выпуск элементов другой модификации.
Как правило, токарное оборудование применяется для обработки внешних поверхностей, имеющих цилиндрическую форму. В таких ситуациях в качестве инструмента используется резец проходной. Обычно припуск по длине обрабатываемого элемента составляет 7−12 миллиметров. Такой припуск в размере необходим для того чтобы обрабатываемую заготовку можно было отрезать на нужную длину и провести обработку её торцов.
 Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
- Подрезные.
- Прямые проходные.
- Упорные.
Для подрезки и обтачивания небольшого отступа на детали используется упорный тип резцов.
А ещё при помощи универсального токарного оборудования можно на деталях прорезать канавки разной глубины. Для этого используется специальный канавочный инструмент, а процедура проводится на малых скоростях вращения шпинделя.
По аналогичному принципу выполняется и обрезка готового изделия. Процесс отрезки заканчивают тогда, когда в месте отреза диаметр перемычки доходит до величины 2−2,5 миллиметра. В этот период останавливается процесс отрезания, а готовое изделие просто отламывается от заготовки.
https://youtube.com/watch?v=_3UYUMTqYzc
https://youtube.com/watch?v=dRLGn6BtSCk
https://youtube.com/watch?v=c6pGuFBsGT8
https://youtube.com/watch?v=boACc5NgH-I
https://youtube.com/watch?v=RufZyxcXrvI
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.

Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.

Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.

Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.

1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.

Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.

Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.

Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.

Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.

Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.

Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.

Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.

Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.

Принцип работы
Обрабатываемая деталь закрепляется на планшайбе, которой
сообщается вращательное движение в горизонтальной плоскости. Режущие
инструменты закрепляются в боковом и верхних суппортах. Боковой суппорт 3
служит в основном для обточки наружных поверхностей, выточки канавок и подрезки
торцов; в его четырехпозиционной головке закрепляются резцы различных типов.
Верхний поворотный суппорт Биспользуется для обработки наружных и
внутренних конических поверхностей. Верхний суппорт Г имеет пятипозиционную
револьверную головку, в которой закрепляются инструменты, предназначенные
главным образом для обработки отверстий.
Рис 1, д
Карусельные станки, предназначенные для
обработки деталей диаметром больше 1500 мм, изготовляют с двумя вертикальными
стойками. Диаметр стола у таких станков доходит до 25 м. Карусельные станки
значительно удобнее лобовых как в отношении установки и закрепления деталей,
так и в отношении точности обработки и производительности. Удобное расположение
стола (горизонтальное) позволяет сравнительно просто и быстро устанавливать
крупные детали для обработки и снимать их со станка. В серийном производстве
находят применения многорезцовые токарные станки и токарно-револьверные станки,
в массовом производстве — токарные полуавтоматы и автоматы.
Характеристика токарных станков
|
Модель станка |
Растояние между |
Наибольший |
Диаметр прутка, |
Пределы частот |
Пределы подач, |
Мощность |
||
|
над станиной |
над суппортом |
продольных |
поперечных |
|||||
|
1612П |
500 |
260 |
140 |
18 |
33,5-1520 |
0,008-0,2 |
0,008-0,0075 |
1,5 |
|
ТС 135 |
500 |
270 |
140 |
18 |
33,5-2000 |
0,008-0,2 |
0,0003-0,0075 |
2,8 |
|
1615М |
750 |
320 |
150 |
18 |
44-1000 |
0,006-2,72 |
0,025-1,1 |
2,8 |
|
1661 |
750 1000 |
320 |
170 |
32 |
16-2000 |
0,041-1,082 |
0,013-0,35 |
4,5 |
|
1Л61 |
500 |
170 |
32 |
10-1250 |
0,041-1,082 |
0,013-0,35 |
2,8 |
|
|
1161 |
750 |
320 |
175 |
34 |
16,5-1180 |
0,05-1,6 |
0,025-0,8 |
4,5 |
|
ТВ320 |
500 |
320 |
170 |
24 |
36-2000 |
0,03-0,48 |
0,012-0,184 |
2,8 |
|
1А62 |
750 1000 1500 |
400 |
210 |
36 |
11,5-1200 |
0,082-1,59 |
0,027-0,52 |
7,0 |
|
1616 |
750 |
320 |
175 |
34 |
44-1980 |
0,06-3,6 |
0,044-2,47 |
4,5 |
|
1Д62М |
750 1000 1500 |
410 |
210 |
37 |
11,5-600 |
0,082-1,59 |
0,027-0,52 |
4,3 |
|
1М620 |
710 |
400 |
220 |
48 |
12-3000 |
0,075-4,46 |
0,037-4,46 |
14 |
|
1624 |
1000 |
500 |
290 |
56 |
10-1400 |
0,07-2 |
0,035-1,0 |
7,0 |
|
1Б20П |
400 |
220 |
50 |
16-1600 |
0,05-2,8 |
0,025-1,4 |
4,1 |
|
|
1Д63А |
1500 3000 |
615 |
345 |
68 |
14-750 |
0,15-2,65 |
0,05-0,9 |
10 |
|
1А64 |
2800 |
800 |
450 |
80 |
7,1-750 |
0,2-3,05 |
0,07-1,04 |
20 |
|
165 |
2800 |
1000 |
600 |
80 |
5-500 |
0,2-3,05 |
0,07-1,04 |
28 |
|
1658 |
8000 |
1000 |
650 |
80 |
5-500 |
0,2-3,05 |
0,07-1,04 |
28 |
|
1660 |
6300 |
1250 |
860 |
75 |
3,15-200 |
0, 19-11,4 |
0,075-4,5 |
60 |
Используемая
литература
1.
Г.А. Левит. Металлорежущие станки, 2 изд., т. 1, М., 1965.
.
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Уч. Пособие для проф.
техн. училищ. — М: Высшая школа, — 1972. — 304 с.
.
Ятченко С.В. «Токарное дело», М.: Сельхозгиз, 1958 г., 532 с.
.
Михайлин, Ю.А. Конструкционные полимерные композиционные материалы. — Санкт —
Петербург: Научные основы и технологи. 2008 г.
5. Классификация
токарных станков — http://delta-grup.ru/bibliot/4/21. htm <http://delta-grup.ru/bibliot/4/21.htm>
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.