Сварочные работы без проблем: изготовление магнитного уголка
Содержание:
- Особенности при выборе
- Основные критерии выбора
- Сварка профилей под углом 90 °
- Виды креплений
- Приступаем к изготовлению магнитного уголка
- Делаем магнитный уголок самостоятельно
- Разнообразие видов
- Как вести сваривание
- Специфика процесса
- Как выбрать магнитный уголок
- Своими руками
- Производители
- Делать или купить
- Особенности угольника Свенсона
- Приварка к трубам и плоскостям
- Подведём итоги
Особенности при выборе
Как и при покупке любого товара, можно выбрать модель с тем же функционалом и качеством, но более дешёвую, не переплачивая за бренд производителя.
- Почти все модели никак не влияют на сварочную дугу. Тем не менее самые дешёвые приборы могут негативно сказываться на итоговый результат сварки, поэтому лучше избегать приобретения самых дешёвых устройств.
- Мощность магнитного поля. Характеристика проста — чем сильнее поле, тем более тяжёлые элементы оно может удерживать. У самых мощных приборов мощность поля позволяет удерживать объекты по 35 килограмм.
- Количество углов. Тоже простая характеристика — чем их больше, тем больше углов можно выбрать в устройстве. Например, приобретя магнит для сварки под углом 90 градусов, придётся покупать дополнительное устройство, если понадобится иной угол.
- При достаточном бюджете следует приобретать магнит сварочный отключаемый, поскольку возможность манипулировать магнитным полем значительно облегчает манипуляции с устройством.
- Если требуется сваривать сложные конструкции — следует сразу задуматься о приобретении именно универсальных приборов.
В общем, угол магнитный для сварки являются действительно полезным и удобным устройством, с которым очень удобно работать даже в одиночку. Но не следует забывать о том, что некачественные приборы могут испортить всю конструкцию, поэтому к их приобретению нужно подходить с умом.
Основные критерии выбора
Для профессиональных работ следует выбирать инструмент высокого качества. Устройства подвержены воздействию высоких температур, снижающих коэффициент намагниченности у некачественных экземпляров. На приспособлении должны отсутствовать сколы, выемки и прочие дефекты в местах касания с зажимаемым изделием. Неровности не позволяют прочно фиксировать предметы под заданным углом.
Важно! К достоинству отключаемых уголков относят возможность отключать магнитное поле и на всем приспособлении, и на отдельных его гранях. Эти приборы уместны для мастеров, которые часто сваривают детали сложной конфигурации. Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются
Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами
Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются. Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами.
Сварка профилей под углом 90 °
 Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
https://youtube.com/watch?v=IwokAixg5o8
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Виды креплений
Если конструкция после сборки развалится после малейшей нагрузки — будет обидно, ведь потрачены время и материалы. После такого остаётся только приниматься за работу заново.
Второй вариант плохой подготовки — неправильная сварка. Предположим, что элемент приварился по-другому: поменял своё место при охлаждении металла или изменил форму. Исправить это значительно труднее.
Именно для избегания таких нехороших ситуаций создали специальные приспособления, которые значительно облегчают сварку и подготовку к ней — включаемый магнит для сварщика. Так как выполняемых работ много, то и крепления сгруппировали в несколько видов:
-
Установочные. Можно считать базовыми приборами — они помогают правильно наметить и установить нужные элементы.
- Крепёжные приборы. Надёжно зафиксируют элементы в необходимом положении.
- Крепёжно-установочные. Одновременно помогают установить и закрепить детали в нужных положениях.
- Струбцины. Используются при скреплении деталей из металла.
- Зажимы. Всё просто — при деталях небольшого размера проще пользоваться ими, а не другими громоздкими приборами.
- Распорки. Помогают выровнять детали.
Приступаем к изготовлению магнитного уголка
Для начала необходимо разметить оцинкованный лист. Для этого, при помощи монтажного угольника, на металле размечаем ровный квадрат. Здесь необходима точность, все его углы должны быть идеально прямыми. После разметки квадрат необходимо разделить на две части по диагонали.
 ФОТО: YouTube.comПри помощи монтажного угольника на оцинкованный лист наносим разметку
ФОТО: YouTube.comПри помощи монтажного угольника на оцинкованный лист наносим разметку
Когда разметка сделана, в работу включаем болгарку. При помощи УШМ нужно аккуратно вырезать квадрат и разделить его по отмеченной линии. В этой работе главное – точность. С трясущимися руками за подобное браться даже не стоит.
 ФОТО: YouTube.comЭлементы будущего магнитного уголка вырезаем строго по размеченным линиям
ФОТО: YouTube.comЭлементы будущего магнитного уголка вырезаем строго по размеченным линиям
Получившиеся уголки слегка обрабатываем: с них нужно снять фаску, чтобы избежать травм при дальнейшей работе. Также необходимо срезать углы, которые будут мешать впоследствии, если останутся.
 ФОТО: YouTube.comЗаготовки сделаны, теперь можно приступить к сборке магнитных уголков
ФОТО: YouTube.comЗаготовки сделаны, теперь можно приступить к сборке магнитных уголков
Делаем магнитный уголок самостоятельно
В первую очередь стоит определиться с тем, как можно сделать своими руками простой магнитный угольник. Речь в данном случае идет о максимально простом приспособлении, чертежи которого можно найти на многих сайтах в свободном доступе. С одной стороны такие держатели стоят недорого. В то же время существует возможность максимально минимизировать расходы за счет самодельных держателей.
Простейший вариант предусматривает наличие таких составляющих.
- Лист металла, толщина которого составляет не превышает 3 миллиметров. Выбирать в данном случае следует сплавы и другие материалы, не притягиваемые магнитами.
- Круглые магниты, являющийся составной частью динамиков.
- Втулки (желательно пластиковые).
- Крепежные элементы в виде винтов и гаек.

Алгоритм действий в данном случае предусматривает следующие шаги.
- Разметить лист металла с учетом требуемых углов будущего фиксатора. От точности разметки будут зависеть характеристики будущего приспособления.
- Вырезать две одинаковые заготовки и тщательно обработать их края.
- Подготовить втулки, в качестве которых можно использовать, к примеру, одинаковые кусочки полипропиленовой трубы. Торцы данных элементов должны быть ровными и качественно обработанными. Естественно, все втулки должны быть одного размера.
- Зафиксировать магнит любым доступным и наиболее удобным способом.
- Разметить точки крепления, сделать отверстия под винты и собрать конструкцию.
По аналогии с обычным угольником можно изготовить практически любой, включая регулируемый, магнитный держатель. Прежде всего потребуется четко определиться с формой и функциональностью изделия. По скачанному из интернета или созданному шаблону вырезаются заготовки из листового железа. На следующем этапе необходимо заняться расположением и надежным креплением магнитов.

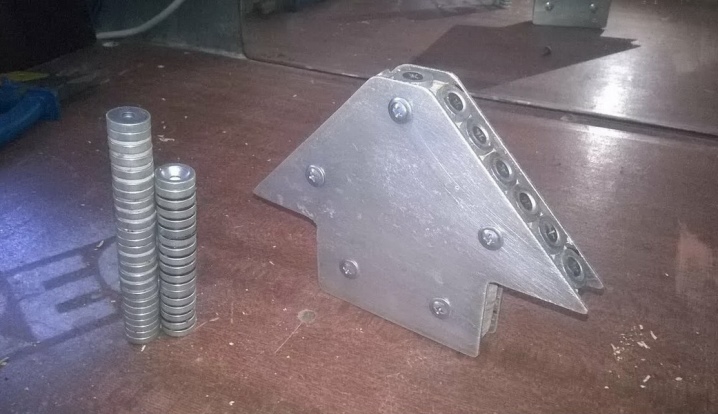
Магниты в итоге должны разместиться между двумя внешними пластинами. В зависимости от мощности и конструктивных особенностей, толщина фиксатора составит от 10 до 50 мм. В соответствии с многочисленными отзывами удобнее всего использовать неодимовые магниты, имеющие отверстия, которые условно называют «под саморез». Однако можно использовать и любые другие элементы при условии их качественной обработки и надежной фиксации в корпусе сварочного держателя.


Как в ситуации с простейшим угольником, на завершающем этапе потребуется разметить и просверлить отверстия под крепеж во всех элементах фиксатора
Важно учитывать, что ключевым моментом всего процесса создания самодельных приспособлений является их геометрия

О том, как применять в работе магниты для сварки, смотрите в следующем видео.
Разнообразие видов
Основная задача любого сварщика – это создание шва, по всем своим характеристикам не уступающего металлу, из которого выполнены соединяемые конструктивные элементы. При создании как сложных, так и простых изделий и конструкций, не обойтись без угольников и других фиксаторов на базе неодимовых магнитов разной формы.
Жестко зафиксировать собираемую конструкцию можно, конечно, при помощи более привычных устройств. Речь в данном случае идет о струбцинах и распорках разных габаритов и конфигурации. Помимо этого, достаточно широко используются установочно-крепежные устройства и закрепляющие приспособления.


Каждый из перечисленных видов имеет свои конструктивные особенности, а также явные плюсы и не менее значимые недостатки. В том или ином конкретном случае выбор делается с учетом особенностей используемых материалов и специфики проводимых сварочных работ. Со своей стороны современные приспособления на основе качественных магнитов смогли гармонично объединить все основные плюсы уже существующих крепежных устройств.

На сегодняшний день можно выделить несколько разновидностей рассматриваемых приспособлений.
Магнитные треугольники. Конструктивно это две металлические пластины треугольной формы, между которыми располагаются магниты. Углы данной конструкции могут быть фиксированными или же регулируемыми.






Независимо от особенностей конструкции и функциональности, все доступные на сегодня магнитные фиксаторы для выполнения сварочных работ можно разделить на две основные категории. И речь в данном случае идет об универсальных приспособлениях и более простой модификации держателей, то есть, угольниках.

Универсальные
При описании данной разновидности магнитных фиксаторов в первую очередь следует акцентировать внимание на такой важной характеристике, как функциональность. Благодаря соответствующим эксплуатационным показателям такие устройства широко используются в самых разных сферах и отраслях. Они позволяют с минимальными временными затратами и усилиями соединять под любыми углами разнообразные элементы
При этом последние могут иметь плоскую, цилиндрическую и даже угловатую конфигурацию
Они позволяют с минимальными временными затратами и усилиями соединять под любыми углами разнообразные элементы. При этом последние могут иметь плоскую, цилиндрическую и даже угловатую конфигурацию.

Важно также учитывать, что универсальные магниты могут фиксировать детали будущего изделия в двух плоскостях: горизонтальной и вертикальной. Подобная возможность обеспечивается за счет регулировки углов фиксаторов в широком диапазоне
Помимо всего прочего, к неоспоримым преимуществам таких держателей относится повышенная устойчивость к воздействию высоких температур. В итоге устройства способны выдерживать брызги раскаленного металла, которые часто являются неотъемлемой составляющей процесса сварки.


Максимальная точность установки всех соединяемых элементов обеспечивает ровность, качество и эстетичность сварочного шва. В итоге применение универсальных магнитных держателей позволяет мастеру существенно расширить область деятельности. Параллельно многократно уменьшаются физические затраты и максимально ускоряется выполнения работ любой сложности. Также в перечень явных плюсов входят удобное позиционирование, максимальная простота использования, отсутствие воздействия на сварочную дугу и повышенное усилие магнитного поля.

Угловые
На данный момент это наиболее распространенный тип магнитных приспособлений для сварки. К его главным отличительным чертам относятся простота конструкции и максимально доступная стоимость. Угольники позволяют оперативно и более чем надежно соединить в одно целое элементы будущих металлоконструкций. Они могут быть металлическими уголками, профилями, а также трубами разного сечения. Помимо всего прочего, магнитные угольники эффективно используют при работе с заготовками из листового металла.


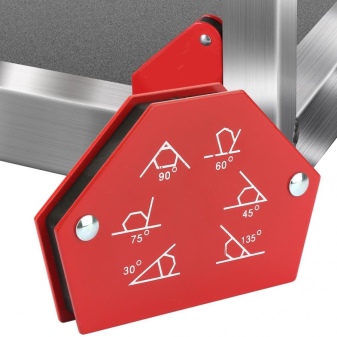
Подобные приспособления могут быть стреловидными, треугольными или шестиугольными. В первом и втором случае речь идет об устройствах, с помощью которых можно закреплять детали под углами 45, 90 и 135 градусов. Угловой диапазон шестиугольных сварочных магнитов включает в себя также отметки 30, 60 и 75 градусов.

Как вести сваривание
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Специфика процесса

Запомните, к началу сварки стороны и стыки должны быть заранее подготовлены. Сами свариваемые плоскости должны образовать прямой угол.
Для них подготовка вертикальной кромки ведется с учетом толщины листов, что предстоит варить. При толщине 12 мм – подготавливать нечего. При диапазоне 12-25 мм, кромку обрезают V-образно.
При 25-40 мм, на кромках поверхности (что вертикальная) делают скосы U-образного вида в одном направлении. Когда толщина более 40 мм, должны быть скосы V-образные на той и на другой сторонах.
В противовес тавровым нахлесточный тип угловых швов обходится без предварительной обработки кромок. Швы варят в обоих углах, что образуются в результате совмещения металлистов путем нахлеста друг на друга.
Как выбрать магнитный уголок

Магнит для сварки представлен на рынке несколькими конфигурациями, в основу которых входят углы установки двух свариваемых элементов. Компании, производящие это приспособление, предлагают конфигурации со стандартными углами: 45-60-90-135°. Чаще всего в каждой модели есть несколько посадочных углов для многофункционального использования магнита. Но есть и стандартные модели с определенными позициями: только соединяющие детали под углом 90° или 30° и так далее.
Производители предлагают и универсальные модели, углы которых можно менять под необходимые параметры. Их чаще всего используют для проведения сварочных работ, связанных со сборкой сложных конструкций, где кроме плоских элементов применяются и скругленные цилиндрические.
По типу магнитные уголки делятся на:
- отключаемые;
- с постоянным магнитом.
Первый вариант – это магниты, которые в своей конструкции имеют рычажки с отключением магнитного поля. То есть, при выключенной позиции приспособление не прилипает к металлу. Во второй, наоборот, крепко прикрепляется к нему. Это очень удобная функция, которая позволяет легко проводить корректировку установки деталей относительно друг друга.

Плоскости магнита для сварочных работ работают по отдельности. То есть, можно выключать отдельно одну или другую плоскость (грань). Если закрепили металлическую заготовку к одной из плоскостей, то вторую можно корректировать по месту установки при выключенной второй плоскости. Как только точное монтажное место выбрано, можно включать вторую магнитную грань, прочно закрепив вторую заготовку.
Фиксаторы для сварки с постоянным магнитом – это простая конструкция, состоящая из двух металлических шаблонов, формирующих углы стыковки двух деталей, и магнита, который расположен между двумя шаблонами. Он постоянно действующий, что иногда усложняет процесс подгонки. Во всем остальном это все тот же магнит, с помощью которого легко фиксировать место расположения свариваемых деталей и узлов.
Есть мнение, и это подтверждают физики, что магнитное поле будет влиять на процесс сварки. Все зависит от силы поля. Чем она больше, тем ниже качество сварочного шва. Но в магнитных угольниках установлены не такие сильные магниты, чтобы говорить о снижении качества.
Своими руками
Некоторые мастера любят создавать приспособления самостоятельно, а не покупать промышленный вариант. Для таких исполнителей далее представлена инструкция по изготовлению всех типов аксессуаров с магнитами. Мы не призываем копировать приведенные ниже инструкции и видеоролики, а предлагаем рассматривать их как подсказки для идей.
Угольник – держатель
Магнитные уголки для сварочных работ имеет довольно простую конструкцию, поэтому сделать подобное изделие своими руками просто. Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Алгоритм изготовления:
1. На металлическом листе с помощью линейки и фломастера необходимо вычертить контур будущего изделия. Форма может быть разной, но наиболее оптимальной конфигурацией являются треугольник и трапеция.
Важно! Углы должны быть максимально прямыми.
2. Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон.
Важно! Углы обоих пластин должны совпадать.
3. Магнит фиксируется между заготовок, производится сборка.
4. Для сборки следует высверлить отверстия: для треугольной формы – три, для трапеции – пять. С помощью болтов и гаек нужно собрать изделие. Гайки необходимо накрутить не только на конец болта, но и между металлическими пластинами для предотвращения изгиба изделия при вкручивании болтов.
5. Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Важно! Следует выбирать немагнитные болты или гайки. Если таковых в распоряжении нет, то можно использовать алюминиевые или медные трубки в качестве торцевых заглушек
Это исключит возможность загрязнения магнита и его размагничивания.
6. Рекомендуется еще раз проверить расстояние между углами.
7. Магнитный уголок готов к использованию.
Видео
Держатели горелки
Держатель горелки имеет более сложную конструкцию, поэтому необходимо будет приложить больше усилий для его самостоятельного изготовления. Исполнителю понадобится магнит, крепежные изделия: немагнитный болт и гайка, металлический лист 3-4 мм.
Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
- Из листового металла необходимо вырезать заготовку нужной конфигурации и отшлифовать ее с торцевой и лицевой сторон.
- На расстоянии 20-30 мм. от нижнего края согнуть заготовку под прямым углом, затем прикрутить изделие к магнитному основанию.
- Хвостик болта, выходящий за пределы гайки, следует обрезать.
- Приспособление готово к применению.
Держатели массы
Процесс изготовления держателя массы отличается простотой. Сварщику понадобится минимум инструментов. Необходимые детали могут оказаться под рукой. Подробная и понятная любому мастеру инструкция представлена в отдельной . Видео поможет наглядно изучить процесс.
Сварочное зеркало
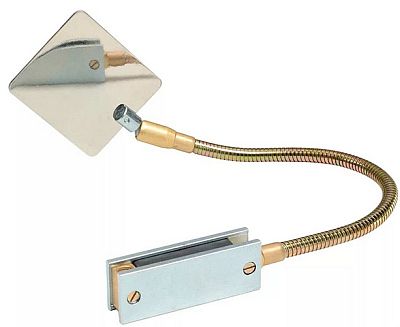
Ориентируясь на покупное, умелец-самодельщик сможет смастерить самодельное магнитное зеркало сварщика
Для изготовления магнитного зеркала для сварки исполнителю не понадобится выполнять раскрой металла. В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
С помощью шарнирного держателя зеркало крепится к гибкой штанге, которая после с помощью болтов и гаек крепится к магниту.
Производители
CIMCO – немецкая компания, предлагающая широкий ассортимент безопасного и качественного инструмента для различных сфер деятельности. Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
ESAB – шведский промышленный концерн, один из лидеров рынка по производству и поставке продукции
Foxweld – торгово-производственная компания, предлагающая широкий спектр качественной продукции для сварщиков: оборудование, инструмент, расходные материалы, аксессуары.
БАРС – российский бренд сварочного оборудования и дополнительных приспособлений, безупречное качество которых обеспечивается строгой проверкой всех этапов производственного процесса. Производитель постоянно совершенствует свою продукцию.
Делать или купить
Ознакомившись с процессом изготовления магнитных приспособлений каждый исполнитель сможет решить создать изделие своими руками или приобрести “готовое”. Вариант самостоятельного изготовления подойдет для исполнителей, которые любят мастерить что-либо самостоятельно. Кроме этого, не всегда в продаже можно найти нужную или желаемую модель приспособления. Для выполнения некоторых работ сварщику необходим угольник нестандартной формы, для получения угла нужной величины.
Профессиональные сварщики предпочитают приобретать готовое изделие, это позволяет экономить время.
Особенности угольника Свенсона
Кровельный угольник отличается от других измерительных инструментов тем, что в нем совмещено сразу несколько устройств. Он сочетает средство для построения углов с транспортиром, который предназначен для их точного измерения.
Устройство выглядит как прямоугольный треугольник, чаще с разной длиной сторон. Одна сторона имеет упор, позволяющий фиксировать линейку на твердой поверхности. На втором катете нанесены метки с шагом в 0,5, 1 или 2,5 см для поперечной разметки. На гипотенузе отметки имеют минимальное расстояние в 1 мм. Шкала делений наносится с обеих сторон. Метки глубокие, позволяют быстро отчертить линию, поставив точку в нужном месте.
Внутри слесарного приспособления есть прорезь, расположенная параллельно гипотенузе для разметки угла кровли. С противоположной стороны инструмент имеет выемку в форме прямоугольного треугольника, с гребенкой для параллельной и продольной разметки.
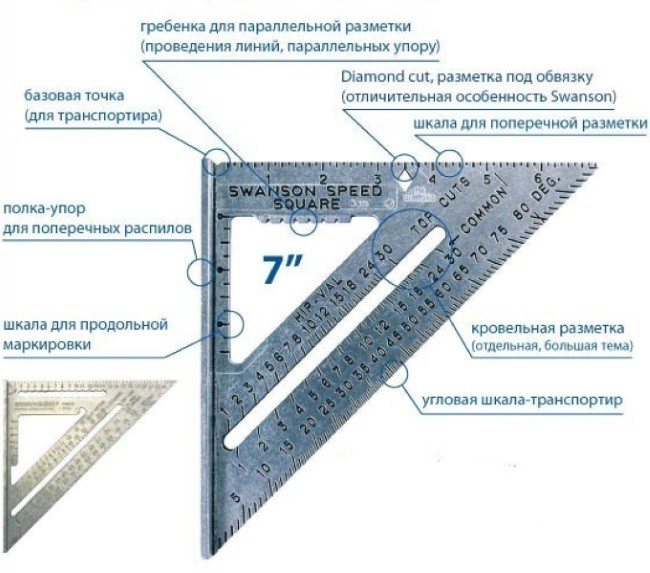
Конструкция устройства позволяет применять угломер в нескольких направлениях. Благодаря тому, что полотно изделия толстое, можно резать строительный материал прямо вдоль края.
Основой для изготовления угольника служит пластмасса или металл. Встречается 2 вида размеров изделия: 7 или 12 дюймов. Миниатюрный угольник можно поместить в карман, и он всегда будет под руками в нужный момент.
Приварка к трубам и плоскостям
 Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Подведём итоги
Удобство магнитных уголков при производстве сварочных работ переоценить вряд ли получится. Однако приобретать подобные приспособления, если мастер не занимается сваркой профессионально, не имеет смысла. Да и зачем, если изготовить такие уголки можно буквально за 15 минут, не потратив на это практически ни копейки. Кстати, совет. Неодимовые магниты можно найти в отработавших свой век жёстких дисках компьютера. Правда на изготовление одного уголка потребуется как минимум три винчестера. Внутри каждого из них находится по два магнита.
Если статья была вам интересна, не забудьте поставить оценку
Для нас крайне важно ваше мнение
Берегите себя, своих близких и будьте здоровы!













