Правила пайки медных проводов
Содержание:
- Как правильно надо соединять провода
- Соединение проводов самозажимными клеммниками
- Скрутка и изоляция
- Советы по использованию
- Сращивание многожильных проводов без скрутки
- Установка колпачков СИЗ
- Пайка либо сварка
- Как и чем лучше паять?
- Пайка одножильных проводов
- Болтовое соединение
- Соединение проводов
- Причины ненадежности соединения скруткой и способы борьбы с ними
- Виды соединений
- Сварка — высокая надежность в любых условиях
- Можно ли соединять и кабели скруткой
- Варианты соединения проводников
- Видео по теме
- Какие существуют припои
Как правильно надо соединять провода
Как соединить провода: начинаем с очистки от изоляции. Правильное соединение проводников должно удовлетворять трем основным требованиям:
- Обеспечивать надежный контакт с минимальным переходным сопротивлением между собой приближенным к сопротивлению цельного куска провода.
- Сохранять прочность на растяжение, стойкость на излом и вибрацию.
- Соединять только однородные металлы (медь с медью, алюминий с алюминием).
Способов соединения, удовлетворяющих этим требованиям, существует несколько. В зависимости от требований, предъявляемых к электропроводке и возможностей практического применения, используются следующие виды соединения проводов:
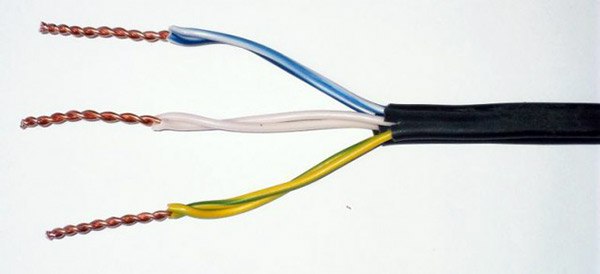
Все эти способы требуют предварительной подготовки провода или кабеля – снятия изоляции для оголения соединяемых жил. Традиционно материалом изолирующей оболочки служат резина, полистирол, фторопласт. Дополнительно внутри изоляцией служат полиэтилен, шелк и лак. В зависимости от структуры токопроводящей части провод может быть одножильным или многожильным.
Под одножильным подразумевается провод, сечение которого образовано изолирующей оболочкой с металлическим сердечником или проводком внутри.
В многожильном проводе металлическая сердцевина образована несколькими тонкими проводками. Они обычно переплетены и представляют свивку, окруженную снаружи изолятором. Часто отдельные жилки покрываются полиуретановым лаком, а в структуру между ними добавляются капроновые нити для повышения прочности провода. Эти материалы, как и матерчатая оплетка снаружи, усложняет процесс снятия изоляции.

В зависимости от вида соединения с каждого конца провода снимается 0,2 – 5,0 см изоляции. Для этого используется несколько типов инструмента.
По 5-ти бальной системе можно оценить качество снятия изоляции и степень защиты от надрезания — повреждения жил каждым приспособлением:
Повреждение изоляция/жилы
Монтерский (кухонный) нож — 3/3
Бокорезы (кусачки) — 4/3
Стриппер — 5/4
Паяльник или петлевой электровыжигатель — 4/4
В слаботочных телевизионных/компьютерных сетях применяют коаксиальные кабели
В процессе разделки важно аккуратно надрезать и снять изолирующую рубашку, не повредив при этом экранирующую оплетку. Для доступа к центральной жиле она распушивается и удаляется, оголяя ствол
После чего полиэтиленовая изоляция надрезается ножом или специальным приспособлением, обрезок снимается с жилы.
Бифиляр в экране состоит из пары проводов в экране, который для доступа к проводникам также предварительно распушивается на проводки, открывая доступ к каждой жиле.
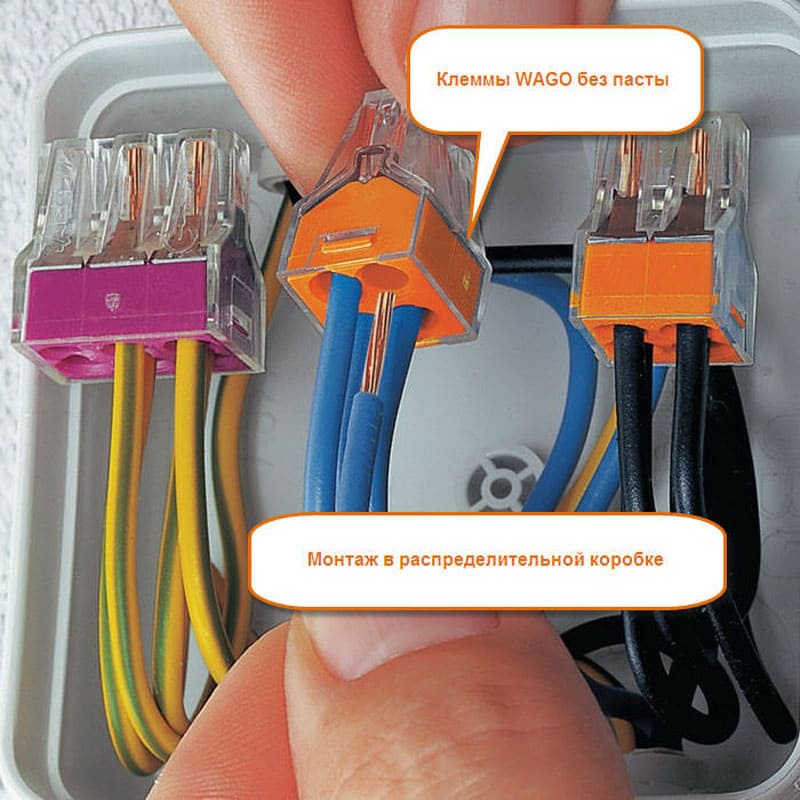
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.

Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.


Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.

Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.

Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Скрутка и изоляция
Как уже понятно, способы соединения проводов многочисленны и каждый из них имеет плюсы и минусы. Еще не так давно, самым популярным способом была скрутка.
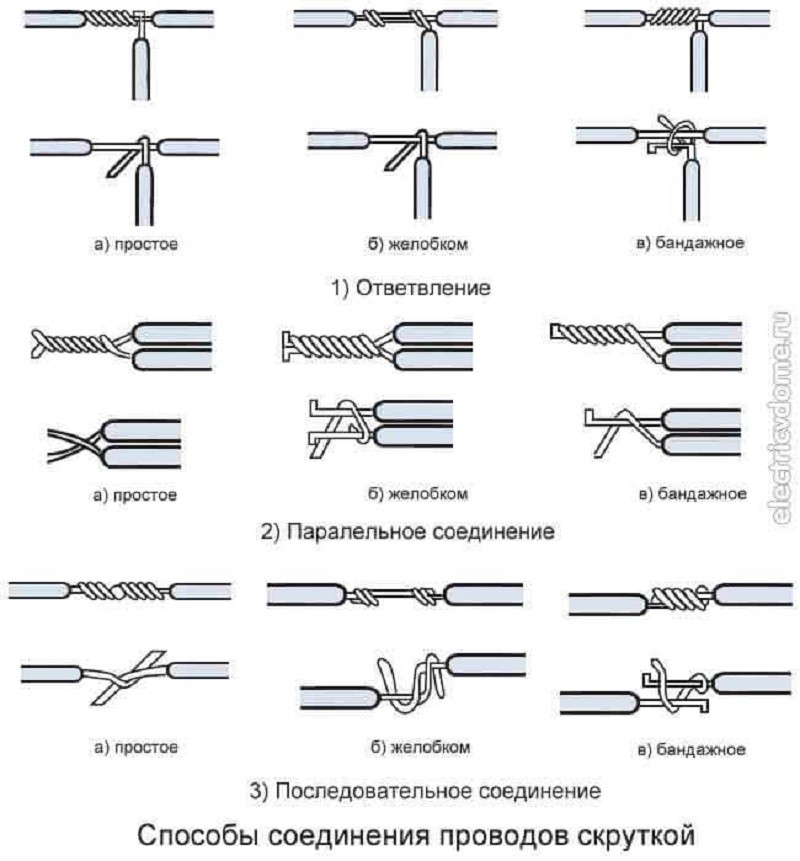
Способы скрутки проводов
Ее делали, таким образом, концы проводов зачищали и скручивали между собой. Такое сращивание, наверное, самое ненадежное. Полного контакта проводов при скрутке, как при сварке не может быть. Поэтому эти соединения часто перегреваются и выходят из строя. Именно поэтому правила выполнения электромонтажа запрещают использования такого способа соединения.
Для изоляции проводов применяют изоляционную ленту.
Советы по использованию
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации. Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе. Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса. Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов. В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура. Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса. Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу. Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки. Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность
В местах, куда флюс не попал, стыковочный шов разрушится.
Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Сращивание многожильных проводов без скрутки
Сращивать многожильные провода можно также, как и одножильные. Но есть способ более совершенный, при котором соединение получается более аккуратным. Сначала нужно подогнать длины проводов со сдвигом на пару сантиметров и зачистить концы на длину 5-8 мм.

Распушить немного зачищенные участки соединяемой пары и полученные «метелки» вставить друг в друга. Для того, чтобы проводники приняли аккуратную форму, перед пайкой нужно их стянуть тонкой проволочкой. Затем смазать паяльным лаком и пропаять припоем.

Все проводники пропаяны. Зачищаем места пайки наждачной бумагой и изолируем. Прикрепляем с обеих сторон вдоль проводников по одной полоске изоленты и навиваем еще пару слоев.

Так выглядит соединение после покрытия изоляционной лентой. Можно еще улучшить внешний вид, если надфилем подточить места паек со стороны изоляции соседних проводников.

Прочность соединенных многожильных проводов без скрутки пайкой получается очень высокой, что наглядно демонстрирует видеоролик. Как видите, вес монитора 15 кг соединение выдерживает без деформации.
Соединение проводов диаметром менее 1 мм скруткой
Скрутку тонких проводников рассмотрим на примере сращивания кабеля витых пар для компьютерных сетей. Для скрутки тонкие проводники освобождаются от изоляции на длину тридцати диаметров со сдвигом относительно соседних проводников и затем скручиваются так же, как и толстые. Проводники должны обвить друг друга не менее 5 раз. Затем скрутки сгибаются пинцетом пополам. Такой прием увеличивает механическую прочность и уменьшает физический размер скрутки.

Как видите, все восемь проводников соединены скруткой со сдвигом, что позволяет обойтись без изолирования каждого из них по отдельности.

Осталось заправить проводники в оболочку кабеля. Перед заправкой, чтобы было удобнее, можно стянуть проводники витком изолирующей ленты.

Осталось закрепить оболочку кабеля изоляционной лентой и соединение скруткой закончено.

Технологии сращивания кабеля витых пар посвящена отдельная статья «Удлинение кабеля витых пар».
Соединение медных проводов в любом сочетании пайкой
При подключении и ремонте электроприборов приходится удлинять и соединять провода с разным сечением практически в любом сочетании. Рассмотрим случай соединения двух многожильных проводников с разным сечением и количеством жил. Одни провод имеет 6 проводников диаметром по 0,1 мм, а второй 12 проводников диаметром 0,3 мм. Такие тонкие провода надежно простой скруткой не соединить.

Со сдвигом нужно снять изоляцию с проводников. Провода лудятся припоем, и затем провод меньшего сечения навивается вокруг провода с большим сечением. Достаточно навить несколько витков. Пропаивается место скрутки припоем. Если требуется получить прямое соединение проводов, то более тонкий провод загибается и затем место соединения изолируется.

По такой же технологии выполняют соединение тонкого многожильного провода с одножильным большего сечения.

Как очевидно по вышеописанной технологии можно соединять любые медные провода любых электрических цепей. При этом не надо забывать, что допустимая сила тока будет определяться сечением наиболее тонкого провода.
Установка колпачков СИЗ
Для соединения кабелей, применяют колпачки СИЗ. Для изготовления этого изделия применяют полимерные материалы, которые при возгорании не поддерживают горение и при этом обладают электроизоляционными свойствами. Эти устройства спокойно работать под напряжением в 600 В.
В теле колпачка смонтирована стальная пружина, сжимающая проводник.
Корпус, выполненный из полимеров, выполняет функцию защиты соединения, ко всему прочему, он изолирует место соединения проводов. При разделке изоляции монтажник должен следить за тем, чтобы оголенный металл, не выходил за пределы колпачка, и одновременно с этим попадал в зону действия пружины. При использовании колпачков СИЗ, нет необходимости в применении дополнительных изоляционных материалов.
Пайка либо сварка
Эти способы соединения проводов применяют довольно часто. Пайку используют при работе со слаботочными соединениями (сигнализация, охранные системы). Для работы с пайкой применяют ручные паяльники и так называемые паяльные станции. Но у этого способа соединения существует недостаток. Дело в том, что при перегреве проводов припой может просто испариться.
Сварку применяют достаточно редко. Все дело в том, что для этого способа требуется наличие сварочной аппаратуры и монтажник должен владеть навыками работы со сваркой.
При выполнении сварки или пайки зажимы для проводов не нужны, но наложить слой изоляции должен быть в наличии.
Как и чем лучше паять?
Процесс пайки нержавеющей стали во многом зависит от правильности выбора необходимого оборудования. При самостоятельном выполнении работ стоит приготовить:
- паяльник мощностью от 80 Вт или газовую (пропановую) горелку;
- флюс для удаления следов окисления;
- растворитель для обезжиривания;
- абразивы для зачистки металла (щетку, надфиль, наждачную бумагу);
- припой на оловянной или серебряной основе;
- ветошь или х/б ткань;
- СИЗ.
Паяльником
Для работы с нержавеющей сталью понадобится паяльник с тонким необгораемым жалом. Следует также подготовить ПОС или олово в прутках толщиной 2-4 мм. Рассмотрим порядок действий.
Зачистить поверхность металлических деталей. В зависимости от размера элементов может применяться наждачная бумага, напильник или УШМ с соответствующими дисками. Нужно убрать все пятна, следы повреждений, другие возможные дефекты.
Выполнить обезжиривание. Оно осуществляется при помощи органических растворителей. Можно использовать ацетон или уайт-спирит.
Нанести флюс. Его в жидком виде равномерно распределяют по поверхности нержавеющей стали. Слой должен быть тонким. Флюс не понадобится, если он уже входит в состав припоя.
Залудить спаиваемые детали. Металлические поверхности в зоне соединения прогреваются до температуры плавления припоя, затем при помощи паяльника на них наносится припой. Он нагревается, становится текучим, покрывает нержавейку ровным слоем.
Выполнить пайку. После лужения нержавеющая сталь уже полностью готова к пайке оловом. Достаточно просто прогреть область соединения, а затем подать в нее подготовленный припой
Важно, чтобы текучесть он приобретал не от контакта с паяльником, а от тепла заготовок.
Завершить работу. Пайка считается выполненной правильно, если из рабочих зазоров между заготовками начинают выступать капли расплавленного металла.
По завершении работ важно дать соединению остыть, чтобы шов набрал прочность. Не рекомендуется смещать или проверять скрепленные детали на разрыв
Остатки флюса с нержавеющей стали убирают, смывая его водой. Излишки припоя можно счистить при помощи инструментов для механической обработки.
Газовой горелкой
Использование газовой горелки в домашних условиях требует соблюдения норм техники безопасности. Обязательным условием для пайки является использование негорючего экранирующего слоя на рабочей поверхности. Это может быть листовой асбест и другие материалы. Дома нужно обеспечивать тщательное проветривание помещения для пайки.
Правильно обращаться с пропановой горелкой тоже нужно уметь. В этом случае лучше использовать многокомпонентный припой, не требующий предварительного нанесения флюса. Сначала металл зачищается, обезжиривается. Затем его прогревают до того момента, пока он не станет красным
Важно контролировать цвет пламени – при опасном избытке кислорода пламя станет светло-синим
Заготовку из нержавеющей стали прогревают, затем подносят к месту пайки брусок твердого припоя. Нужно исключить прямой контакт пламени с этой областью. Прогрев продолжают до того момента, как припой начнет выходить из стыков в месте формирования шва. После этого пайку завершают, остужают соединение, производят осмотр на наличие дефектов.
Пайка одножильных проводов
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.
Соединяем залуженные провода.
Наносим канфоль и спаиваем их с припоем от паяльника.
И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.
Финальный этап — термоусадка.
Болтовое соединение
Это соединение собирается из болта любого диаметра, подходящей гайки и одной, а лучше — трех, шайб. Собирается быстро и просто, служит довольно долго и надежно.
Болтовое соединение проводов
Сначала проводники зачищаются от изоляции, при необходимости снимается верхний окисленный слой. Далее из зачищенной части формируется петля, внутренний диаметр которой равен диаметру болта. Чтобы было проще — можно провод обернуть вокруг болта и закрутить (средний вариант на правом рисунке). После все это собирается в таком порядке:
- На болт надевается шайба.
- Один из проводников.
- Вторая шайба.
- Другой проводник.
- Третья шайба.
- Гайка.
Соединение затягивается сначала руками, затем при помощи ключей (можно взять пассатижи). На этом все, соединение готово. Используется, в основном, если надо сделать соединение проводов из меди и алюминия, можно применять и при соединении проводников разного диаметра.
Соединение проводов
Для обеспечения полноценной электроводимости важным моментом является целостность проводки. Недопустимо ее повреждение или некачественное сцепление
Важно гарантировать плотное примыкание контактов и надежность соединения в зонах «электрических узлов». Различают определенные способы, устраняющие разрывы в кабеля
В их числе следует отметить сварку. Она применяется в отношении медных и алюминиевых проводов. При этом обеспечивается особенно надежное сцепление.
Соединения можно разделить на виды:
- скрутка;
- сварка;
- пайка;
- опресовка;
- клеммные колодки;
- самозажимные клеммники (клеммы WAGO);
- колпачки СИЗ;
- болтовой зажим.

Самое полноценное соединение для проводов изготовленных из меди – пайка. Ее легко осуществить при помощи флюса (канифоль, бура) и оловянного припоя. Так же применяют клеммники – специальное приспособление, которое выполняется при помощи винтовых зажимов. Их подбирают отдельно в соответствии с сечением жил. Нередко используются и самозажимные клеммники, для экономии времени на проведении электромонтажных работ. С целью изоляции скрученного или спаянного электрического соединения используют изоляционные колпачки СИЗ. Сегодня в энергетике широко применимы клеммы WAGO, которые выпускаются для проводных проводов и кабелей различных диаметров. К тому же клеммы WAGO позволяют соединить жилы из различных материалов (медь и алюминий).
Выбор какое соединение использовать зависит от различных факторов:
- материал (сталь, медь, алюминий);
- количество скручиваемых элементов;
- сечение;
- место проведения работы (дом, улица, в земле и т.д.).
Причины ненадежности соединения скруткой и способы борьбы с ними
Технические недостатки скрутки – прямое следствие высоких рисков получения большого контактного сопротивления с его неконтролируемым увеличением с течением времени. Это определяется появлением оксидной пленки, дополненным перемещением проводов при механическом воздействии на сращиваемые кабели.
Приемы по устранению указанных недостатков основаны на устранении исходных причин. Так скорость формирования оксидной пленки с ее высоким удельным сопротивлением снижается применением герметичной изоляции. Рост сопротивления за счет уменьшения площади контакта при перемещении подавляется плотным прижатием проводов друг к другу.
Виды соединений
 Виды соединений проводов
Виды соединений проводов
Какова задача при соединении проводов? Обеспечить хороший контакт жил между собой, чтобы цепочка не разрывалась, и не было риска возникновения короткого замыкания. Для того чтобы это обеспечить можно действовать несколькими способами:
- Скрутка.
- Опрессовка.
- Сварка.
- Пайка паяльником.
- Использование винтовых контактных зажимов.
- Болтовые соединения.
- Самозажимные клеммы.
Это проверенные годами способы, которые вы можете использовать для того, чтобы обеспечить надежный контакт. Давайте подробно рассмотрим каждый из них. Вы узнаете, как правильно объединять провода любым из этих вариантов.
Сварка — высокая надежность в любых условиях
При соединении проводов сваркой проводники скручиваются, а конец их заваривается. В результате образуется шарик из металла, который и обеспечивает в любых условиях стабильное и очень надежное соединение. Причем надежное оно не только в плане электрических характеристик, но и механически тоже — металл соединенных проводов после расплавления образует монолит и вычленить отдельный проводник невозможно.

Сварка — важно нагреть металл, но не оплавить изоляцию
Недостаток такого типа соединения проводов — соединение получается на 100% неразъемное. При необходимости что-то изменить, надо отрезать сплавленный кусок и переделывать все заново. Потому для таких соединений оставляют некоторый запас проводов — на случай возможной переделки.
Из других недостатков — необходим сварочный аппарат, соответствующие электроды, флюс и навык работы. К тому же, занимает сварка немало времени, требуется защищать окружающие предметы, а еще неудобно работать со сварочником на высоте. Потому электрики данный тип соединений практикуют в исключительных случаях. Если же вы делаете «для себя» и умеете неплохо обращаться со сварочным аппаратом, можете потренироваться на обрезках. Основной фокус в том, чтобы не расплавить изоляцию, но сварить металл.
После остывания место сварки изолируют. Можно использовать изоленту, можно — термоусадочные трубки.
https://youtube.com/watch?v=xp28S-7SdT8
Можно ли соединять и кабели скруткой
Согласно правилам ПУЭ, скрутка запрещена, так как она не обеспечивает надежного контакта. Ее можно использовать только вместе с другим способом соединения. Также недопустимо использовать скрутку для присоединения двух разных металлов.
Многожильные и одножильные
 При подсоединении многожильных проводов следует придерживаться следующих правил:
При подсоединении многожильных проводов следует придерживаться следующих правил:
- зачистить изоляцию на 4 см;
- раскрутить проводники на 2 см;
- соединить до стыка незакрученных жил;
- закручиваются провода только пальцами;
- затянуть скрутку можно при помощи плоскогубцев;
- оголенные провода изолируются специальной лентой или термоусадочной трубкой.
Скрутить одножильные провода намного проще. Их нужно зачистить от изоляции, скрутить вручную по всей длине, затем зажать при помощи плоскогубцев, заизолировать.
Способы скрутки
Делать скрутку можно разными способами. Она может быть выполнена ответвлением, параллельным или последовательным соединением. Также для улучшения надежности контакта дополнительно используются колпачки и зажимы.
Правильная скрутка электропроводки в распределительной коробке
 При скрутке нужно следовать следующему порядку действий:
При скрутке нужно следовать следующему порядку действий:
- обесточить дом или квартиру;
- очистить проводки от изоляции на 4 см и более;
- раскрутить проводки на 2 см;
- соединить до стыка нераскрученные провода;
- закрутить жилы пальцами;
- затянуть скрутку плоскогубцами;
- заизолировать оголенные провода.
Соединять можно как одножильные, так и многожильные кабели.
Скрутка разного сечения
Нельзя скручивать провода с сильно разными диаметрами. Такой контакт не является надежным и устойчивым. Можно скручивать провода соседних сечений – например 4 кв.мм и 2,5 кв.мм. При скрутке нужно следить, чтобы обе жилы обвивали друг друга. Тонкий провод не должен накручиваться на толстый, иначе контакт будет ненадежным. Затем нужно произвести пайку или сварку места соединения.
Колпачки скрутки
 Колпачки помогают надежно заизолировать место контакта. Колпак выполнен из пожаростойкого материала, внутри него находится металлическая часть с резьбой.
Колпачки помогают надежно заизолировать место контакта. Колпак выполнен из пожаростойкого материала, внутри него находится металлическая часть с резьбой.
Сделать скрутку при помощи колпачков достаточно просто – нужно снять изоляцию на 2 см, слегка закрутить провода. На них надевается колпачок и поворачивается несколько раз, пока металлические провода не окажутся внутри.
С помощью контактных зажимов
Контактный зажим состоит из винта, пружинной шайбы, основания, токоведущей жилы и упора, ограничивающего растекание алюминиевого проводника. Сделать соединение при помощи контактного зажима просто – достаточно лишь зачистить концы проводков на 12 мм и вставить их в отверстие зажима. Контактные зажимы используются как для одножильных, так и для многожильных проводников.
После скрутки провода нужно запаять. Для этого провода перед скруткой лудят и наносят на них канифоль. Разогретый паяльник опускается в канифоль, им нужно провести по зачищенной части проводков. После скрутки на паяльник берут олово, прогревают место соединения до тех пор, пока олово не станет затекать между витками. На такой способ требуется много времени, но он является надежным и качественным.
Варианты соединения проводников
Основные способы соединения проводников в доме или квартире.
Для соединения проводов могут быть сделаны несколькими способами:
- сварка — наиболее надежный способ, обеспечивающий высокую надежность соединения, но требующий навыков и наличия сварочного аппарата;
- клеммные колодки — просто выполнимое и довольно надежное соединение;
- пайка — хорошо работает если токи не превышают нормативные и соединение не греется до температур, выше нормы (65°С);
- опрессовка гильзами — требует знаний технологии, специальных клещей, но соединение надежное;
- использование пружинных зажимов — wago, СИЗ — быстро устанавливаются, при соблюдении условий эксплуатации обеспечивают хороший контакт;
- болтовое соединение — простое в выполнении, используется обычно в сложных случаях — при необходимости перехода с алюминия на медь и наоборот.
Конкретный тип соединения выбирается исходя из многих факторов. Необходимо учитывать материал проводника, его сечение, количество жил, тип изоляции, количество проводников, которые будут соединяться, а также условия эксплуатации. Исходя из этих факторов и рассмотрим каждый из типов соединений.
Видео по теме
Флюсы для пайки чёрных металлов Сильно-кислые флюсы («активные флюсы» ) — Хлорид цинка Флюсы средней и малой активности — Хлорид аммония (нашатырь)
Флюсы для электротехники Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность. Простейшие флюсы такого типа создают на основе канифоли, например растворы канифоли в этаноле или спирто-бензиновой смеси.
Флюсы для алюминиевых сплавов Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы. Применяется «бинарный» флюс — фосфорная кислота (концентрированная) — до побеления, затем 20%-я эвтектика (50 мол. %, а. и. 8:11,5) NaOH-KOH в глицерине.
Флюсы для пайки нержавеющих сталей Фосфорная кислота
Какие существуют припои
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
- Высокотемпературные или твёрдые. Их температура плавления больше 350°C, поэтому они не применяются при работе электропаяльниками.Предназначены для пайки медных сплавов, серебра, стали. Дают очень высокую прочность соединения.
Представлены несколькими классами:
Медные (1083°C)
Медно‑цинковые или латунные (830~870°C)
Медно‑фосфористые (700~830°C)
Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.