Коническая трубная резьба
Содержание:
- Рубрики
- Особенности технологии
- Типы резьбы
- Как подключить блок розетка выключатель
- Способы нарезки конической трубной резьбы
- Схема и технические характеристики
- Метрическая коническая резьба
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Как выкрутить сломанный метчик
- Коническая трубная резьба
- Коническая резьба NPT
- Параметры классификации трубной резьбы
- Отдых
- Основные виды и их отличия
- Видео: Как мыть натяжные потолки
- Рисунок из геометрических фигур»Космический полет»
- Схема и технические характеристики
- Как правильно наносить затирку?
- Основная информация и сферы применения
- Заключение
Рубрики
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра

Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.

Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “
Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Как подключить блок розетка выключатель
Чаще всего блок, состоящий из двойного выключателя и розетки устанавливается в квартирах на перегородке между дверями санузла и ванной комнаты. Один цельный блок используется для включения света в двух этих помещениях, а так же для подключения в розетку электроприборов, используемых в ванной комнате- электробритва, фен и т. п. Почему электрическую розетку выносят из ванной комнаты- Я уже рассказывал в статье под названием «Установка электрических розеток и выключателей в ванной комнате «.
В схеме подключения блока розетки и двухклавишного выключателя используется 5 проводов от распределительной коробки до блока.
Если Вы не знаете, что такое фаза, ноль и заземление в электропроводке, тогда прочитайте обязательно эту статью .
Заземляющий проводник (на схеме светло-зеленного цвета) и ноль (синего цвета) от ответвительной коробки подключаются напрямую только к розетке в блоке. Фаза (красного цвета) подключается к розетке и далее перемычкой подключается на общий контакт входящей фазы выключателя.
Оставшиеся два провода подключаются на два коммутируемых контакта, через которые фазы подключаются к 2 светильникам при нажатии клавиш, находящихся в туалете и ванной комнате. Т.е. получается, что на розетке всегда будет фаза, ноль и заземление, а так же фаза будет на нижнем контакте выключателя. А на верхних контактах она будет появляться только при нажатии клавиш.
В распределительной коробке электропроводки делаются 2 скрутки из двух проводов (на схеме желтого и бежевого цветов). Скручиваются коммутируемые фазы с выключателя на отходящие на светильники фазные проводники.
Необходимые для работы светильников ноль и заземляющие проводники берутся с ответвительной коробки с тех же самых соединений, от которых подключается розетка из блока.
Для того что бы поменять включение клавиш на блоке. необходимо желтый и бежевый провод поменять местами на выключателе.
Схема подключения блока, состоящего из розетки и одноклавишного выключателя полностью аналогична, с той лишь разницей, что выпадает из схемы один провод бежевый или желтый.
Для подключения трех клавишного выключателя понадобится шестой провод или 6 жила кабеля, которая будет подключаться на третий коммутируемый контакт сверху рядом с желтым и бежевым проводом.
Способы нарезки конической трубной резьбы
Для используются специальные инструменты известные как круглые плашки, которые соответствуют требованиям ГОСТа 6228. Плашки различаются по размерам диаметра резьбы, которого они способны нарезать. Плашка представляет собой закаленную гайку с центральным отверстием которое и осуществляет нарезание, а также боковые отверстия, которые позволяют освобождать трубу от образующейся металлической стружки.
На боковых поверхностях плашек расположены отверстия для вкручивания ручек, либо укрепляются клуппы, которые позволяют работать с меньшими усилиями, но с большей продуктивностью. При использовании плашки наружная резьба всегда нарезается за один проход. Использовать этот инструмент возможно как ручным, так и машинным способом который применяется при огромных объемах работ.
Оборудование для нарезки
Существуют также специальные аппараты для нарезки, например, резьбонарезные станки. Эти станки могут нарезать как конусную так и цилиндрическую резьбу на трубах. Резьбонарезные станки имеют мощный двигатель, специальный тормоз для более безопасной работы, прочные подшипники которые увеличивают качество и точность работы, а также долговечность машины. Подобный станок позволяет нарезать обычную резьбу за 16 секунд, такая работоспособность часто требуется при строительстве крупных зданий, во время укладки трубопроводов.
Для нарезания внутренней конической трубной резьбы, используют такой инструмент как метчик. Он представляет собой закаленный винт имеющий на своей поверхности продольные борозды по которым отходит наружу образовавшаяся в процессе нарезки металлическая стружка. Метчик имеет рабочую и хвостовую части. Хвостовая часть вставляется в вороток метчикодержателя являющегося ручкой на который оказывается физическое воздействие для вращения во время нарезания резьбы. Рабочая же часть метчика в свою очередь вставляется в трубу и проворачивается, осуществляя нарезку.
Для нарезания внутренней конической резьбы также существуют станки, в которой метчик вращается с помощью мотора. Такой аппарат используется, например, при прокладке больших участков трубопроводов. В домашних условиях обычно бывает достаточно ручного метчика.
Применение труб с конической резьбой
Применяется для резьбовых соединений водяных, топливных, воздушных и масляных трубопроводов станков и машин. В некоторых случаях возможно использование специальных переходников которые имеют с одной стороны коническую, а с другой цилиндрическую резьбы, таким образом значительно расширяя возможности для монтажа.
Таким образом такой метод является очень важным и распространенным инженерным решением используемым для соединения труб.
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
Схема и технические характеристики
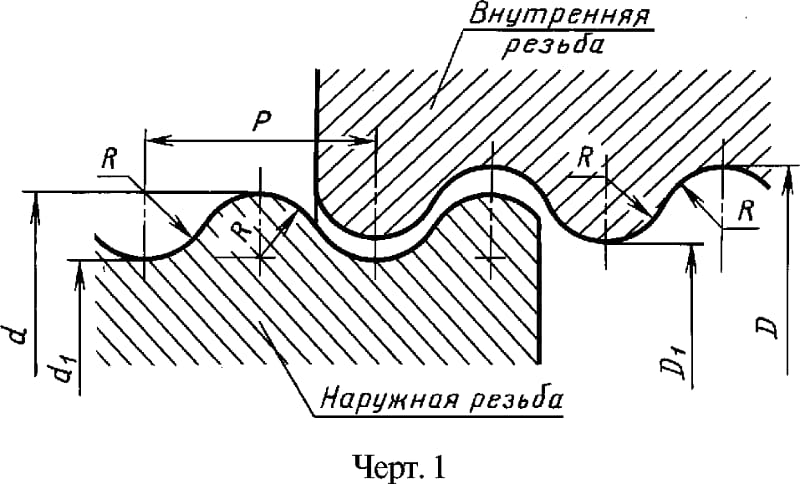
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является , который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.
Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных .
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Технические регламенты
Нельзя забывать и о действующих нормах:
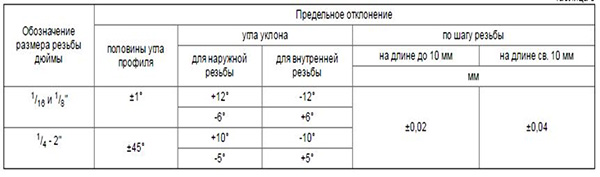
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Нарезка резьбы с конусным профилем
Основными инструментам нарезки резьбы являются:
1. резцы и гребенки на станках;
2. метчики, плашки, резьбонарезные головки;
3. накатные плашки;
4. фрезы для нарезки резьбы;
5. круги с абразивным покрытием.
Нарезка с использованием резца. Резцы для нарезки и гребенки на станках позволяют изготавливать как наружные, так и внутренние резьбы. Метод можно охарактеризовать как имеющий невысокую скорость нарезки. Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.
Нарезание с использованием плашки и метчика. Плашки для труб бывают двух видов: круглые и раздвижные. Первые используются для нарезки 52 миллиметровой резьбы. Вторые включают в себя две половины, которые сближаются при резке труб. Метчиком называют стальной стержень с резьбой с режущими кромками. Метчики бывают машинные и ручные.
Нарезка резьбы накатыванием. Этот метод является основным промышленным способом. Изделие пропускают между двух плоских плашек, которые имеют резьбовой профиль, а на детали образуется соответствующая ему резьба.
Фрезерование резьбы производят на соответствующих станках. Фреза, которая вращается с большой угловой скоростью, при радиальной подаче углубляется в деталь и нарезает резьбу на ее поверхности. Деталь или фреза постепенно перемещается в осевом направлении на расстояние, которое равно шагу будущей резьбы.
Шлифование используется в основном при нарезке резьбы на деталях, небольшой длины. Шлифовальный круг расположен по отношению к детали под таким углом, который соответствует подъему резьбы.
Как обозначаются соединения деталей с резьбой
Так как соединяемые детали могут иметь разные резьбы, их соединение обозначают отношение внешней резьбы к внутренней. Например, Rp/R ¾ R является соединением деталей с левой резьбой посредством внутренней цилиндрической и наружной конической.
При присоединении детали с резьбой одного типа ко второй детали с резьбой другого типа необходимо соблюдать осторожность, дабы избежать повреждения гребней. Поэтому всё же рекомендуется соединять детали, имеющие один тип резьбы
Итак, были подробно разобраны все вопросы, которые могут возникнуть при работе с резьбой конического профиля. Можно быть уверенным, что полученные знания пригодятся в будущем.
Коническая резьба NPT
Основные параметры конической резьбы NPT и ее применениеДанную резьбу считают американским стандартом на конусную трубную резьбу, с которой отечественные потребители сталкиваются при приобретении арматурных сантехнических изделий и труб производства США. Существуют две конфигурации конической резьбы класса NPT, это наружная и внутренняя. Трубный штуцер с данной резьбой производится в форме суженного конуса, благодаря чему происходит обеспечение повышенной прочности при соединении трубопроводных элементов. Конусный угол наклона имеет конусность 1:16, профильный угол, с вершиной в 60 градусов и теоретической высотой — Н=0,866025Р. Имеется соответствие резьбы NPT ГОСТу 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
Телефон для связи : WhatsApp.
Коническая резьба бывает двух типов размерности в виде дюймовой и метрической, исходя из которой есть отличия в обозначениях соединений на чертежах или схемах.
Аббревиатуру NPT-E используют, когда одна из трубных сторон с нарезанным конусом является метрической. Дополнительную аббревиатуру не используют, если соединяемые стороны дюймовые.
Резьба NPT бывает стандартных размеров — 1/16 — 24 и соответствует пропускному диаметру трубы.
Основное применение данная резьба нашла в отраслях машино и станкостроения, в газовой и нефтяной промышленности, в системах гидравлики и пр. Резьба пригодна для соединений, требующих наличия повышенной герметичности, работающих при сильном давлении циркулирующей среды по трубопроводам.
При помощи дюймовой конической резьбы соединяют элементы, входящие в трубопроводы, в том числе масляные и топливные. Метрическую коническую резьбу используют в системах трубопроводов, которые предназначаются для транспортировки различных жидкостей.
На какие детали нарезается коническая резьба NPT и где применяется?
данная резьба наносится на одну з сторон различных адаптеров и переходников, способствуя беспроблемному использованию труб со штуцером по американским стандартам. Для формирования резьбы используются резьборезные специальные станки.
К основному рабочему инструменту данного оборудования относится метчик, закрепленный на шпинделе, который вращается. Труба, подлежащая обработке, фиксируется в неподвижном состоянии на станочном столе.
Наружная резьба нарезается при помощи плашки.
Коническую резьбу нарезают на штуцера всех труб, предназначенных для создания различных инженерных коммуникаций. На одну сторону изделия нарезается внешний конус, а на другую внутренний.
Конические накатки по американскому стандарту, наносятся на детали, предназначенные для работ под высоким давлением.
К ним относятся детали для постройки маслопроводов, топливопроводов, предназначенных для летательных устройств и автомобилей.
Резьбу NPT достаточно часто наносят на трубные изделия с сужающимся к концу изделия профилем. Детали с конической резьбой применяются там, где требуется создание высокой герметичности.
Метрическая коническая резьба применяется, когда изготавливают тонкостенные резьбовые детали, служащие для регулировки и подверженные динамическим нагрузкам.
Дюймовую резьбу применяют, когда нужно заменить резьбовые детали на импортных и старых машинах, а метрическую для конических плотных соединений. Коническая резьба способствует герметичности в соединении резьбовых деталей.
+7 (495) 223-64-73 +7 (495) 726-11-08
Запросить звонок
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К трубопроводной арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
| Размер
(дюймы) |
Промежуточный диаметр
(миллиметры) |
Длина
(миллиметры) |
Количество витков |
| 1/2 | 19,78 | 13,5 | 14 |
| 1/16 | 7,142 | 6,5 | 27 |
| 2 | 58,33 | 19 | 11,5 |
| 1/8 | 9,52 | 7 | 27 |
| 3/4 | 25,12 | 14 | 14 |
| 1 1/2 | 46,3 | 18,5 | 11,5 |
| 1/4 | 12,45 | 9,5 | 18 |
Отдых
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Видео: Как мыть натяжные потолки
Рисунок из геометрических фигур»Космический полет»
Схема и технические характеристики
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.
Схема NPT резьбы
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является метчик, который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Нарезка конической резьбы
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Далее выполняется проверка сформированной резьбы на предмет геометрической точности и при необходимости производится ее коррекция.
Как правильно наносить затирку?
Основная информация и сферы применения
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:
- Гайки.
- Шпильки.
- Болты.
- Винты и так далее.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
Метрический тип соединений имеет ряд таких параметров:
- Диаметр.
- Шаг резьбы.
- Толщина и расположение.
- Высота.
- Направление витков.
Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками
Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
- Надёжность и длительный эксплуатационный срок.
- Возможность регулировать степень сжатия.
- Простота конструкции.
- Фиксация в закрученном положении.
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях. Также детали с разным шагом не подойдут друг к другу.