Основные виды резки металла
Содержание:
- 4 Достоинства и недостатки плазменной резки
- Два основных способа резки металла на производстве
- Разновидности холодной резки
- Как сделать надпись на металле своими руками
- Плазморезы с ЧПУ
- Обработка металла холодным и горячим приемами
- Толщина
- Каким диском резать металл болгаркой
- Спецификация
- Влияние легирующих элементов на разрезаемость стали при кислородной резке
- Недостатки обработки
- Без матчасти никуда
- Виды металлов для кислородной резки
- Оборудование, экипировка, техника безопасности
- Плюсы и минусы твердосплавных дисков по металлу
- Плазменная резка металла
4 Достоинства и недостатки плазменной резки
Сам принцип работы плазменной резки обуславливает преимущества данной технологии перед газовыми методиками обработки неметаллических и металлических изделий. К главным достоинствам использования плазменного оборудования можно отнести следующие факты:
- универсальность технологии: практически все известные материалы можно резать при помощи плазменной дуги, начиная от чугуна и меди и заканчивая алюминиевыми и стальными холоднокатаными листами;
- высокая скорость операции для металлов средней и малой толщины;
- резы получаются по-настоящему качественными и высокоточными, что нередко дает возможность не производить дополнительную механическую обработку изделий;
- минимальное загрязнение воздуха;
- отсутствие необходимости выполнять предварительный прогрев металла для его резки, что позволяет уменьшать (и существенно) время прожига материала;
- высокая безопасность выполнения работ, обусловленная тем, что для резки не нужны баллоны с газом, являющиеся потенциально взрывоопасными.

Стоит отметить, что по некоторым показателям газовые технологии признаются более целесообразными, нежели плазменная резка. К недостаткам последней обычно относят:
- сложность конструкции плазмотрона и его дороговизну: естественно, это увеличивает себестоимость выполнения каждой операции;
- относительно малую толщину реза (до 10 сантиметров);
- высокий уровень шума в процессе обработки, который возникает из-за того, что из плазмотрона газ вылетает на околозвуковой скорости;
- необходимость высококачественного и максимально грамотного техобслуживания агрегата;
- повышенный уровень выделения вредных веществ при применении в качестве плазмообразующего состава азота;
- невозможность подключения к одному плазмотрону двух резаков для ручной обработки металлов.

Еще один минус описанного в статье вида обработки заключается в том, что отклонение от перпендикулярности реза допускается не более, чем на угол от 10 до 50 градусов (конкретная величина угла зависит от толщины изделия). Если увеличить рекомендованный показатель, отмечается значительное расширение режущей области, а это становится причиной необходимости частой замены используемых материалов.
Теперь вы знаете, что такое плазменная резка, и прекрасно ориентируетесь во всех ее особенностях.
Два основных способа резки металла на производстве

Современный уровень промышленного производства позволяет осуществлять резку металлических заготовок, имеющих большую толщину, и при этом получать качественную ровную кромку. Оборудование может работать с литым, прокатным и листовым металлом. Данная статья посвящена именно промышленной резке металла, которая необходима при заготовке крупных партий деталей. Здесь мы не будем касаться пользования бытовым инструментом типа болгарки, ножниц и ножовок.
В промышленности используют разные методы резки металлических заготовок. При механическом способе метал режут специальными ножницами, резцами и пилами, при ударном – в ход идет гильотина, к термическим относят кислородную, плазменную и лазерную резки. Кроме того, разработана и применяется холодная гидроабразивная резка металла.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Согласно классификации по форме и типу реза, одни технологии относят к поверхностным видам, другие к разделительным. Первые используют для частичного прорезания материала или просверливания отдельных отверстий, а применение вторых позволяет отрезать детали от листа. Также промышленные методы резки делят на две группы: к чистовым относят те, которые не требуют дополнительной обработки кромки, а к черновым – те, после которых кромку необходимо доводить до нужного качества.
1. Механическая резка металла.

Механический метод предполагает непосредственный контакт режущего инструмента с заготовкой из металла. Режущее приспособление обычно имеет более высокую прочность по сравнению с обрабатываемым металлом.
Основные инструменты механической промышленной резки – это ножницы, пилы и резцы. Иногда применяют ударную резку, в этом случае заготовку разрезают на гильотине. Этот грубый способ обработки обычно является подготовительным этапом производственного цикла.
Для промышленной механической резки используется следующее оборудование:
- ленточнопильный станок (ЛПС);
- гильотина;
- дисковый станок;
- агрегат продольной резки.
Метод промышленной резки металла ленточной пилой.
Стандартным оборудованием, на котором режут листы металла, являются ленточнопильные станки ЛПС. Режущее действие осуществляется ленточной пилой, внешне и по своей сути она напоминает обычную ножовку. В данном случае пила в виде ленты большого диаметра, одна сторона которой снабжена зубьями, работает благодаря непрерывному вращению шкивов от электромотора. Двигатель обеспечивает скорость резки около 100 мм в минуту. Режущее полотно изготавливают из углеродистой стали или специального сплава.
Метод отличается следующими преимуществами: точностью, доступностью, возможностью выполнения прямого и углового реза, низким процентом отходов (рез имеет ширину около 1,5 мм), также для него не требуется дорогого промышленного оборудования.
Сегодня промышленные предприятия используют станки ЛПС усовершенствованных моделей, дополненные автоматикой и другим оборудованием, позволяющим улучшить качество резки металлических листов.
Разновидности холодной резки
Указанный прием имеет ряд достоинств, среди которых:
- высокая точность результата;
- экономичность;
- ровность краев разреза.
Основной недостаток заключается в изготовлении только прямолинейных разрезов.
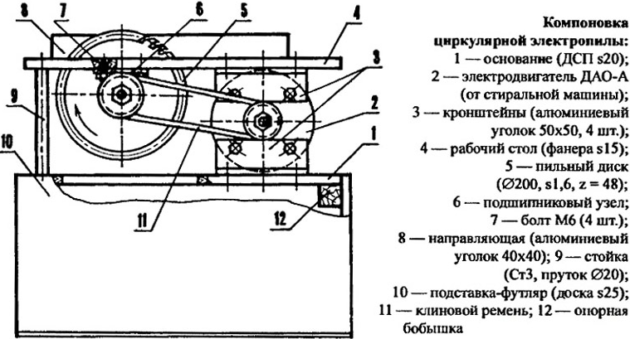
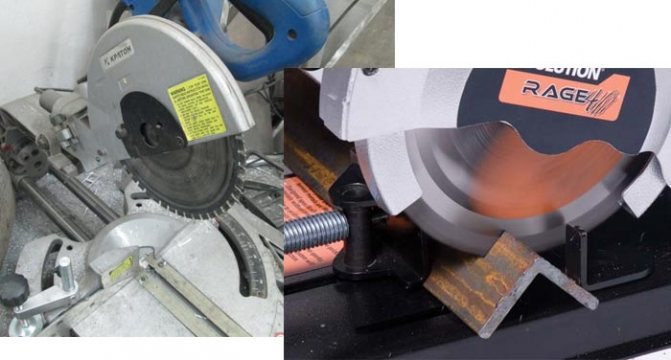
Резка металла циркулярной пилой позволяет делать качественные и точные разрезы с возможностью контролировать их угол. Главный недостаток инструмента в оставлении после себя большого количества отходов. Пила работает при сравнительно небольшой скорости. Она не позволяет резать детали на значительную глубину.
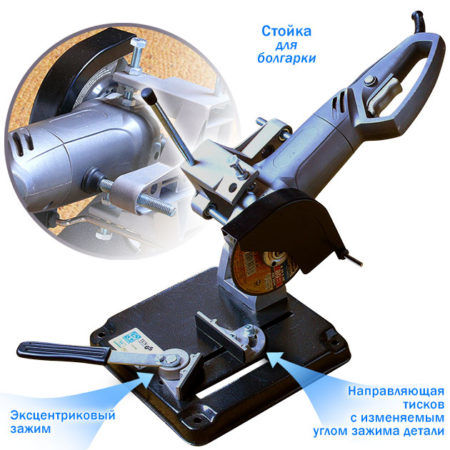
Нарезание элементов при помощи болгарки используется для профильного проката. Болгарка не оставляет на обработанном материале окислов и окалин. После металлообработки остается мало отходов. Данный способ обладает низкой производительностью по сравнению с другими вариантами.
Рубка гильотиной имеет ряд ограничений касательно деталей со сложной конфигурацией, но считается самым недорогим и эффективным методом металлообработки.
 Конструкция гильотинного станка
Конструкция гильотинного станка
Использование ленточнопильного станка считается наиболее универсальным вариантом для обработки любых металлических деталей. Аппарат позволяет проводить работы под любым углом, избегая серьезных потерь тепла. В результате конечный продукт имеет идеальные кромки. Станок используется только для изделий с определенными размерами.
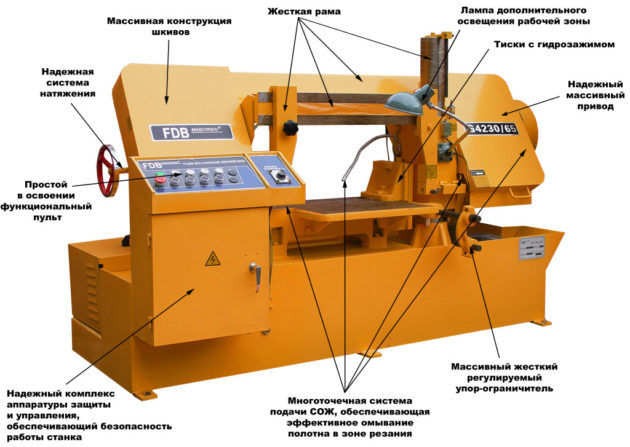 Конструкция ленточнопильного станка
Конструкция ленточнопильного станка
Как сделать надпись на металле своими руками
Чтобы в домашних условиях сделать надпись или вырезать фигурку флюгера, решетку камина, применяют механическую художественную резку по металлу. Дисковые ножницы позволяют создавать простые рисунки. Необходимо только потренироваться и точно направлять лист в зону разреза по заданной линии.
Умельцами для создания надписей на металле, особенно мягком алюминии и бронзе, используется фрезер с копировальной втулкой. Сначала делается шаблон из фанеры или другого материала. Линии его смещены в каждую сторону на разницу диаметров фрезы и кольца. Затем копир накладывается на материал и производится обработка фрезером.
Плазморезы с ЧПУ
Среди оборудования для реза плазмой автоматизированные станки, работающие на программном обеспечении – востребованная технология во многих промышленных сферах. С их помощью изготавливаются элементы металлоконструкций для строительства, узлы и механизмы для машиностроения, комплектующие для сельскохозяйственной техники, дверные группы, стеллажи.
Как работает плазморез на программном обеспечении?
Модельный ряд плазменных ЧПУ-станков может отличаться типом, схемой, подачей, обрабатываемого материала. Но все они имеют общие элементы.
- Система, подающая газ в плазмотрон;
- Раскроечный стол укомплектован поворачиваемой поверхностью.
- Система креплений на магнитах и устройство, передвигающее режущий инструмент.
- Контролирующий датчик высоты горелки над заготовкой.
- Рельса из профиля с зубчатыми рейками.
- Система числового программного управления.
Принцип функционирования оборудования прост, состоит в следующем алгоритме:
Воздушный поток поступает на резак с давлением. Он соприкасается с электродом получает температуру до 3000. Ионизированный воздух становится электропроводным. Металлопрокат плавится от контакта, а отрезанный под давлением кусок отбрасывается.
Для работы станка составляется программа, вводятся параметры. Станок без оператора или с его минимальным участием выполняет необходимые действия.
Рез плазмой на чпу-станках имеет ряд эксплуатационных преимуществ:
- все операции по резу металлических листов при условии сложности конфигурации проводятся точно по заданным параметрам и имеют абсолютную точность;
- низкое потребление электричества;
- работа станка не требует производственных издержек, что позволяет повысить рентабельность производства;
- высокая производительность;
- ЧПУ-станки могут выполнять работы по раскрою листов разного металлопроката, сталей низколегированных и углеродистых, чугуна 0,5 – 150 мм делая срез качественным и чистым при отсутствии дополнительных операций по зачистке торцов;
- безопасность работы станка – отсутствие выхода газа, огня;
- опция по определению толщины обрабатываемого металлического листа;
- простота в эксплуатации и обслуживании.
Минусов у плазмозеров с ЧПУ нет. Единственный недостаток – не возможность проводить раскрой высоколегированных металлических листов, толщина которых больше 100 мм и титана.

Особенности резки плазмой на станках с ЧПУ
Применяя станки-чпу, необходимо учитывать технические характеристики оборудования, химический состав смесей, размеры изделий, нюансы обработки.
При маленькой толщине металлопроката (до 10мм) хватит температуры, которую имеет маломощная дуга плазмы. При большей толщине заготовки, производят раскрой, дополнительно выполнив стабилизацию дуги. Если толщина материала превышает 10 сантиметров нужно оборудование, которое будет формировать дугу с высоким воздействием.
Также имеет значение вид источника. Тонколистовая сталь (6мм) обрабатывается малым током. При обработке листов, толщина которых более 1,2 см, применяются источники с высоким током. При слабом же источнике, срез будет зашлакованным.
Не менее важен выбор химсостава для обработки заготовок. Это смеси, в которых есть аргон, водород и азот. Так для медных сплавов чаще используется водород, для латуни и алюминия применяют азот с водородом.
Также нужно учитывать, что для получения качественного реза необходимо применять кислород.
Стол станка должен быть оборудован системой дымоудаления и металлических отходов.
Рез контролирует ЧПУ-блок, а программное обеспечение следит за укладываемыми металлическими листами на рабочий стол, выдавая оптимальный режим. Также программное обеспечение делает расчет времени, количества элементов, выполняет отчет.
Востребованы следующие типы плазморезов:
- со стационарным размещением. Это аппараты консольного, шарнирного, портального типа, режущие металл плазмой;
- переносные (мобильные) модели, выполняющие такую же функцию – рез металла плазмой, которые оснащены системой числового программного управления.
Обработка металла холодным и горячим приемами
Резка металла осуществляется холодным (механическим) и горячим приемами. Первый характеризуется механическим воздействием на обрабатываемое изделие. Значение имеет твердость режущего инструмента. Резка осуществляется инструментом, значительно превосходящим по твердости обрабатываемую деталь. При данном способе применяются инструменты:
- циркулярная пила;
- болгарка;
- гильотина;
- ленточнопильный станок.
Горячая резка деталей подразумевает термическое воздействие на них. Они расплавляются в нужном месте, а остатки расплава удаляются газом. Горячий способом включает в себя виды резки:
- газокислородную;
- лазерную;
- плазменную.
Не всегда холодная металлообработка позволяет добиться необходимой чистоты конечного изделия. Такая проблема возникает при кислородной и воздушно-дуговой резке. Указанные методы применяются только в качестве подготовительных работ.
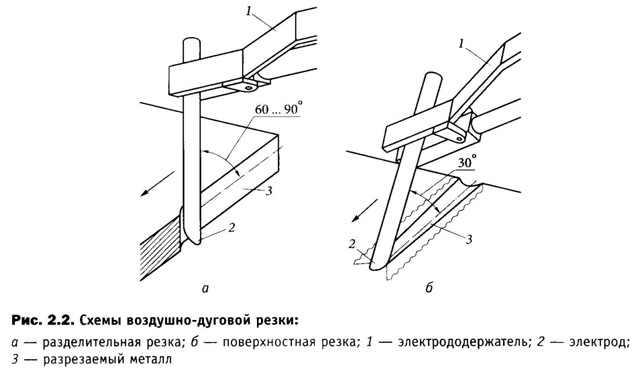
Схемы воздушно-дуговой резки
Толщина
Чем тоньше диск, тем легче резка. Более толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие же круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но интенсивнее стачиваются. Такие диски — идеальный вариант для маломощных УШМ или аккумуляторных моделей, которые потратят меньше энергии на один рез. Стандартная толщина для диска диаметром 125 мм — 2,3-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм.Тонкие круги не опаснее толстых. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть армирующая сетка. Ну, а если все-таки случится разлет, то осколки будут сравнительно легкими.
Каким диском резать металл болгаркой
Не менее важно купить диски для болгарки по металлу, подходящие по характеристикам. При выборе учитывают диаметр и толщину изделий — эти параметры определяют максимальную глубину разреза
Для работы с металлическими заготовками подойдут отрезные круги малой толщины (1–1,2 мм). Они позволяют делать ровные срезы без приложения значительных усилий. Для фигурной обработки тонкого проката используют круги для болгарки по металлу самого малого диаметра.

Фотография № 5: круги для болгарки по металлу (125 мм)
Далее, выбирая приспособление для болгарки для резки листового металла, ориентируются на материал, который требуется обработать. Для чугуна, стали, алюминия и латуни нужны разные диски. Информацию о назначении конкретного изделия вы узнаете из маркировки на этикетке.
Для нержавеющей стали. В отличие от других расходников, диски, предназначенные для нержавейки, не повреждают защитную пленку на металле, которая оберегает материал от коррозии.

Фотография № 6: отрезной круг для болгарки по нержавеющей стали
Для цветных металлов. Есть отдельные разновидности для нарезания чугуна, алюминия, меди, латуни. В состав кругов, которые работают с мягкими материалами, добавляют присадки против засаливания. Изделия для обработки чугуна, напротив, имеют твердые включения алмазов.

Фотография № 7: отрезной круг для болгарки по алюминию
- Для тонкого профиля и труб. Резать листовой металл болгаркой следует с применением кругов, подходящих по диаметру. Профилированные листы и жесть обрабатывают изделиями с малыми зубьями. Уголки и арматуру — дисками большей толщины.
- Обдирочные. Используют для зачистки заусенцев и сварных швов. Толщина кругов составляет 5–10 мм. Обработку проводят с наклоном машины под углом 30–40 градусов к поверхности.

Фотография № 8: обдирочный круг для болгарки
Щеточные. Изготовленные из жесткой проволоки изделия эффективно удаляют ржавчину при поворотах болгарки в разные стороны.

Фотография № 9: щеточный круг по металлу
Лепестковые и абразивные. Первые используют для окончательной шлифовки гладких поверхностей. Вторые — для удаления достаточно больших выступов и наростов. Качественная шлифовка предполагает чередование кругов двух видов.
Фотография № 10: лепестковый круг для болгарки
Спецификация
В виде четырехзначного кода. В нем зашифрованы параметры режущих зерен и связки — основных элементов, составляющих абразивный круг. От этих параметров зависит его спецификация.Как прочитать код — например «А 30 S BF»?
Первая буква — это материал абразивных зерен: А — электрокорунд, AS — электрокорунд белый, который максимально очищен от железа, серы и хлора, а потому не прижигает заготовку сильно, что важно для резки нержавейки. Встречается также «С» (карбид кремния)
Из него делают зерна для кругов по камню.
Цифра обозначает фракцию абразива. Под сталь используют крупные зерна (24 или 30), а под цветные металлы — помельче (40 или 60).
Следующий символ показывает твердость связки. Чем выше порядковый номер буквы в алфавите, тем тверже связка. Здесь важно знать, что твердость разрезаемого материала и прочность связки имеют обратную зависимость. Важно подобрать оптимальное соотношение. В процессе резки затупившиеся зерна должны крошиться и уступать место новым режущим элементам. Если связка слишком твердая, то круг «засаливается», из-за чего режет с трудом и перегревает заготовку. С другой стороны, диск со слишком мягкой связкой будет быстро стачиваться.
Наконец, BF — это бакелит. Именно он, как правило, служит материалом-связкой.
Влияние легирующих элементов на разрезаемость стали при кислородной резке
Обычно наличие легирующих элементов затрудняет процесс кислородной резки. Эти компоненты влияют на работу по-разному:
- кремний (Si), если его содержание ниже 4 %, затрудняет процесс;
- марганец (Mn), если его содержание выше 4 %, затрудняет процесс;
- хром (Cr), если его содержание выше 5 %, затрудняет процесс, вызывает самозакалку кромок, уменьшает антикоррозийную стойкость материала;
- никель (Ni), если его содержание выше 7 %, затрудняет процесс, вызывает образование трещин на кромках;
- титан (Ti) хорошо влияет на разрезаемость;
- вольфрам (W), если его содержание выше 10 %, затрудняет процесс, повышает хрупкость и твердость стали.
Недостатки обработки
Для газовой резки наиболее подходит низкоуглеродистая сталь, а вот средне- и высокоуглеродистая сталь – не совсем подходящий материал для резки. Из-за высокого содержания углерода повышается температура воспламенения и снижается температура плавления. А это условие затрудняет процесс резки.
Разрезать металл при помощи газовой смеси тяжело, если у него низкая теплопроводность. Поэтому такие виды материала не подходят для обработки.
Газовая резка металла должна выполняться только квалифицированным и опытным специалистом
Важно соблюдать все ключевые факторы правильной обработки: давление кислорода и скорость процедуры. Необходимо учитывать толщину изделия и диаметр сопла резака
Если скорость окисления и резки металла не соответствуют друг другу, то получится некачественная обработка.
Кислородная резка предполагает использование взрывоопасных веществ. При несоблюдении правил безопасности высока вероятность взрыва газовоздушной смеси, необходимо следить за состоянием газового оборудования. Для защиты от ожогов нужно пользоваться средствами индивидуальной защиты.
Существенным недостатком является возможность деформации металла и низкая точность резания.
Без матчасти никуда
Физика процесса следующая: металл, который нужно резать, разогревается за счет подаваемой горящей газовой смеси. Металл в итоге сгорает в струе чистого кислорода, который подается под давлением из сопла в зону резки.
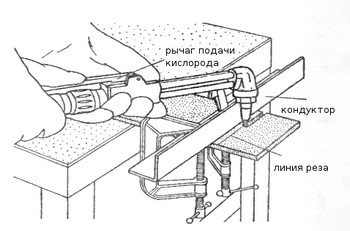
Процесс резки металлов.
Процесс резки делится на два этапа:
- Разогрев рабочей зоны до температурного уровня горения металла. Металл греется за счет пламени в факеле, получаемого в результате смешивания кислорода с горючим газом.
- Сам процесс сгорания нагрет ого металла в техническом кислороде с последующим удалением шлака от горения из рабочей зоны.
Самое важное правило работы автогена – это точное соблюдение температурного режима. Горение должно происходить при меньшей температуре, чем плавление
В противном случае металл начнет плавиться и стекать до того, как гореть, то есть резаться. Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока.
А вот цветные металлы и чугун начинают плавиться при довольно низкой температуре, с ними работать автогеном чрезвычайно трудно. Легированные стали также не поддаются газовой резке, при ее производстве всегда учитываются допустимые дозы легирующих добавок – примесей, углерода и т.п. При превышении уровня этих доз горение стали в кислороде нестабильное, с перерывами или вообще прекращается.
Виды металлов для кислородной резки
Металлы в разной степени подходят для кислородной резки. Как уже было отмечено, лучше всего таким способом рассекаются низкоуглеродистые стали, в которых содержание углерода не превышает 0,3 %. Если уровень этого вещества более 0,7 %, то процесс идет тяжело. Высокоуглеродистые заготовки можно распилить только с помощью кислородно-флюсовой резки. Флюсы — специальные порошкообразные добавки, подаваемые вместе с газом. Их задача состоит в превращении шлаков из тугоплавких в жидкотекучие.
Высоколегированные стали также режутся с флюсами. Алюминий и сплавы алюминия кислородную резку не приемлют. Для них лучше использовать плазменно-дуговой метод.
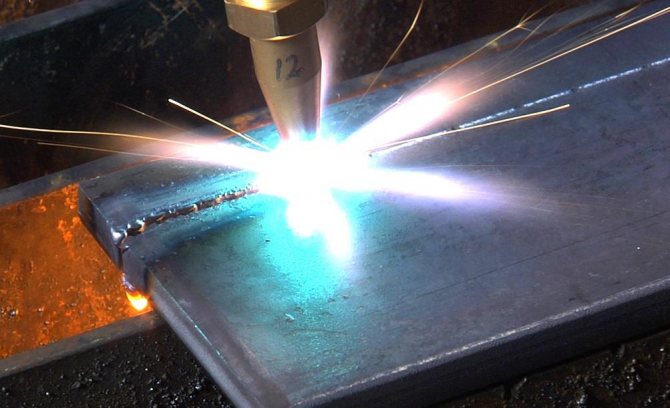
Рисунок 2 — Кислородная резка
Латунь, медь, бронза режутся только с флюсами. Известный компонент флюсовой смеси — железный порошок (ПЖ) с частицами 0,07–0,16 мм. Для рассекания нержавейки к нему добавляют алюминиевый порошок (А1IB). Также активно применяются ферросилиция и алюминиевомагниевый состав.
Дополнительные условия кислородной резки при использовании флюсов:
- повышение на 20 % мощности подогревающего пламени;
- согласование скорости резки с количеством флюса;
- увеличенное расстояние между мундштуком и металлом.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Плюсы и минусы твердосплавных дисков по металлу
Сразу хочется отметить что преимуществ по сравнению с абразивными дисками у твердосплавных достаточно много, но цена оборудования и самих дисков сдерживает популярность их использования. Давайте обо всём попорядку!
К плюсам можно отнести:
- Точность реза. Для того чтобы соблюдать точность при резе металлических заготовок, твердосплавный диск на маятниковой пиле-это один из лучших вариантов работы.
- Скорость работы. Вы будете удивлены с какой скоростью пилит твердосплавный диск.
- Огромный ресурс диска. В среднем ресурс диска 5000 резов. По сравнению с абразивным, он бессмертен.
- Отсутствие вредных выбросов. При работе с абразивом в рабочей зоне образуется облако мелких частиц, что негативно сказывается на здоровье человека.
- Металл не нагревается. После того как вы отрежете заготовку, смело можете взяться за нею, она будет холодной. Главный плюс в том, что без воздействия температур не меняются свойства металла.
Минусы тоже есть:
- Цена. Стоимость твердосплавного диска в десятки раз больше абразивного. В домашних условиях, при редком использовании такой диск не окупит себя.
- Потеря металла. Так как диск толще абразивного, то стоит учитывать что линия реза будет толстой.
- Боится ржавчины. Если надумаете пилить металл со ржавчиной, помните, что при этом диск будет изнашиваться быстрее.
Делая вывод обо всём вышесказанном, можем сказать что твердосплавные диски относятся к более профессиональным расходникам. У них меньше недостатков, чем у конкурентов, но цена делает их недоступными для бытового использования.

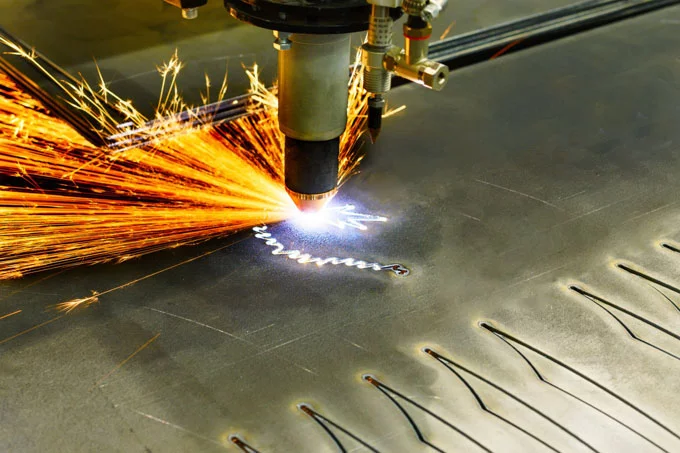
Плазменная резка металла
Эта технология дает намного более качественный рез по сравнению с газокислородной и избавлена от большинства ее недостатков. Расплавление металла производится электрической дугой, которая имеет высокую температуру, а поток ионизированного газа выбивает расплавленный металл из реза.Лет 60 назад, такое оборудование было настолько громоздким и дорогим, что использовалось только в машиностроении, сейчас же это вполне доступная услуга по резке металла.
Температура плазмы – 15 000 – 20 000°С и это ее плюс и ее минус. Рез получается более качественный, чем при газокислородной резке, но кромки становятся твердыми, что требует дополнительных затрат если необходима дальнейшая обработка.
Плазменной резкой можно воспользоваться, если вы собрались резать алюминий или сплав из него, но не толще 120 мм. Толщина разрезаемой меди будет и того меньше — 80 мм.Для легированных и углеродистых сталей рез возможен для металла толщиной не более 50 мм, чугуна – до 90 мм.
Преимущества плазменной резки:
- высокая точность,
- отсутствие наплывов,
- доступна сложная конфигурация реза,
- отсутствие перекаливания металла,
- небольшая стоимость.
Недостатки плазменной резки
большая твердость кромки,
Ну и наконец царица полей, ой нет, это не из этой оперы.